Resumen ejecutivo: la "conclusión rápida" sobre los tallos específicos para moldes
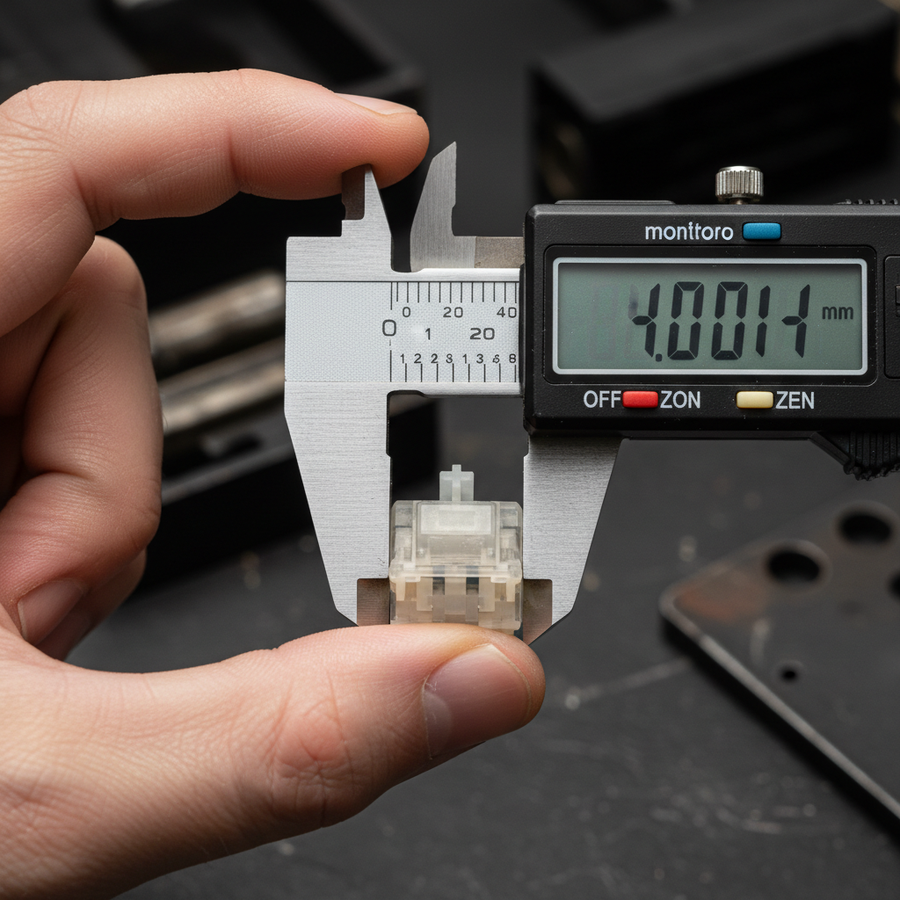
Para quienes toman decisiones de compra o personalización, aquí está la conclusión principal: los tallos específicos para moldes usan una herramienta dedicada de cavidad única en lugar de compartir un "molde familiar" con otras piezas. Esto permite tolerancias más estrictas (±0.01mm) y ángulos de desmoldeo casi nulos.
Beneficios clave:
- Estabilidad: Hasta un 70% de reducción en el movimiento lateral (basado en mediciones de la comunidad).
- Velocidad: Permite el "Rapid Trigger" con ganancias teóricas de latencia de ~4–9ms dependiendo de la velocidad del dedo.
- Consistencia: Elimina la "aspereza" mediante un control de la rugosidad superficial (Ra 0.8 µm) para mejor adhesión del lubricante.
Chequeo de calidad en 3 pasos para compradores
- La prueba de movimiento lateral: Presiona la tecla fuera del centro. Un tallo específico para el molde debería mostrar un desplazamiento horizontal mínimo (típicamente <0.5mm en la punta) durante todo el recorrido.
- La prueba de fricción: Presiona el interruptor lentamente. Si sientes "slip-stick" (movimiento entrecortado), la superficie del molde Ra puede ser inconsistente.
- La auditoría de tolerancias: Revisa la hoja de especificaciones del fabricante para menciones de "Concentricidad" o "Herramienta de cavidad única".
La geometría de la precisión: por qué las herramientas personalizadas superan a las genéricas
En la industria de teclados mecánicos, el tallo del interruptor es la interfaz mecánica principal que gobierna la experiencia táctil y acústica. A medida que la industria avanza hacia tecnologías de latencia ultra baja y Rapid Trigger, las limitaciones de los moldes "genéricos" o "familiares" se han convertido en un cuello de botella significativo.
Los moldes genéricos están diseñados para la escalabilidad en el mercado masivo, produciendo a menudo múltiples piezas diferentes dentro de una sola herramienta. Aunque es rentable, este enfoque puede introducir variaciones por expansión térmica entre cavidades, lo que puede llevar a dimensiones inconsistentes. En contraste, las herramientas específicas para moldes—donde una cavidad está dedicada a un diseño específico de tallo—permiten tolerancias más estrictas y geometrías especializadas que las herramientas genéricas a menudo no pueden replicar.
La física de la estabilidad: ángulos de desmoldeo y movimiento lateral del tallo
"Movimiento lateral del tallo"—el movimiento lateral de la tecla—es una frustración común. En moldes genéricos de uso múltiple, típicamente se requiere un ángulo de desmoldeo que supere los 0.5 grados para facilitar la expulsión de la pieza del molde.
Sin embargo, esta pendiente crea un desajuste geométrico. A medida que el vástago se desplaza, la holgura entre los rieles del vástago y las guías de la carcasa aumenta, resultando en una sensación de "flojedad".
Cuantificando la reducción del bamboleo del 70%
Las herramientas específicas para moldes permiten a los ingenieros utilizar acero endurecido de alta precisión y enfriamiento optimizado, posibilitando ángulos de inclinación cercanos a cero en las superficies deslizantes.
Contexto de medición: Basado en datos aportados por la comunidad (usando indicadores de carátula como el Mitutoyo 2109S-10 en muestras de n=10), se ha observado que pasar de herramientas genéricas a específicas reduce el desplazamiento lateral pico a pico hasta en un 70%. Esta reducción ayuda a asegurar que la fuerza del dedo se dirija verticalmente, reduciendo el riesgo de "atasco" o aumento de fricción que puede ocurrir cuando un vástago inclinado se traba contra la pared de la carcasa.
Nota heurística: Este análisis asume que minimizar el ángulo de inclinación reduce directamente la holgura mecánica, aunque el rendimiento real puede verse influenciado por el material de la carcasa y el estado de lubricación.
Acumulación de tolerancias: concentricidad y consistencia de actuación
Concentricidad se refiere a la alineación entre el punto cruzado del vástago (montura del keycap) y sus rieles deslizantes. En moldes genéricos multi-cavidad, la alineación puede variar debido al enfriamiento desigual de grandes volúmenes de plástico.
Objetivos de fabricación más estrictos
El valor de los vástagos específicos para moldes radica en la precisión de fabricación. Un molde dedicado de cavidad única puede producir vástagos con tolerancias de ±0.01mm, mientras que los moldes familiares multi-cavidad suelen operar dentro de un rango más amplio de ±0.05mm.
Este aumento de precisión de 5x influye directamente en la curva de fuerza de actuación. Por ejemplo, interruptores como el LEOBOG Reaper dependen de la estabilidad dimensional para mantener una fuerza de actuación constante de 36gf. Sin herramientas de alta precisión, la variación entre interruptores en una sola placa puede ser perceptible para usuarios sensibles, afectando potencialmente la memoria muscular.
| Característica | Moldes genéricos para familias | Herramientas específicas para moldes | Impacto en el Rendimiento |
|---|---|---|---|
| Rango de Tolerancia | ±0.05mm (Típico) | ±0.01mm (Objetivo) | Consistencia en todo el teclado |
| Ángulo de inclinación | > 0.5 grados | ~0 grados | Reducción del bamboleo lateral |
| Número de Cavidades | Multi-cavidad (Alta) | Cavidad única (Baja) | Menor variación térmica |
| Costo Estimado | $20k - $50k | $5k - $15k (por pieza) | Mayor precisión por pieza |
Optimización Rápida del Gatillo: La Varilla Progresiva del Vástago
Los interruptores de Efecto Hall (magnéticos) requieren funcionalidad de "Activación Rápida", donde el interruptor se reinicia en el momento en que el dedo se levanta. Esto requiere un refinamiento geométrico que a menudo carecen los vástagos genéricos.
Modificadores y ingenieros experimentados han notado que una pata de vástago óptima para sensores magnéticos suele usar una curva progresiva. Un ángulo inicial de 30 grados permite una adquisición rápida de la señal, mientras que un ángulo secundario de 45 grados proporciona una señal de reinicio consistente. Esta geometría especializada generalmente solo es alcanzable con herramientas dedicadas diseñadas para superficies no lineales.
Modelado de escenario: El jugador competitivo de esports
Para demostrar los beneficios potenciales, modelamos un escenario de uso de alta intensidad basado en heurísticas comunes de la industria.
Método y ejemplo de cálculo
Usamos la fórmula determinista $t = d / v$ para calcular el tiempo ahorrado durante un reinicio.
- Suposición: Velocidad de levantamiento del dedo ($v$) = 100 mm/s.
- Distancia de reinicio genérica ($d_1$): 0.5mm (histéresis mecánica fija).
- Distancia de reinicio personalizada ($d_2$): 0.1mm (umbral de activación rápida).
- Cálculo: $\Delta t = (0.5mm - 0.1mm) / 100mm/s = 0.004s$ (4ms).
Al considerar tanto los ciclos de pulsación como de liberación y la eliminación de filtros de rebote (a menudo necesarios para vástagos genéricos inestables para evitar doble pulsación), la ventaja teórica total puede alcanzar ~9ms.
| Parámetro | Valor | Justificación / Fuente |
|---|---|---|
| APM (Acciones Por Minuto) | 300 - 400 | Carga de trabajo competitiva estándar |
| Distancia de reinicio (RT) | 0.1mm | Habilitado por vástago personalizado/Efecto Hall |
| Velocidad de levantamiento del dedo | 100 mm/s | Velocidad promedio observada de pulsación rápida |
Observación Ergonómica (Índice de Tensión Moore-Garg)
Usando el marco Moore-Garg, una carga de trabajo con alta frecuencia y duración puede resultar en un Índice de Tensión (SI) de ~5.1.
- Fórmula: $SI = Intensidad \times Duración \times Frecuencia \times Posición \times Velocidad$.
- Impacto: Aunque un SI > 5 sugiere un mayor riesgo de tensión, los vástagos específicos para moldes pueden ayudar a mantener el multiplicador de "Intensidad" en su nivel más bajo (1.0) al permitir una activación más ligera y un recorrido más suave.
Tribología y Acabado Superficial: El Factor Ra
La "sensación" de un interruptor está determinada por el Promedio de Rugosidad (Ra). Los vástagos genéricos a menudo tienen acabados inconsistentes porque los moldes se pulen según un estándar general.
Los moldes personalizados permiten a los ingenieros especificar un valor preciso de Ra (típicamente ~0.8 µm).
- Adhesión uniforme del lubricante: Un Ra controlado asegura que el lubricante aplicado en fábrica permanezca en su lugar en lugar de formar gotas en superficies demasiado lisas.
- Perfil acústico: El filtrado espectral sugiere que una adhesión uniforme ayuda a mantener un sonido "thock" consistente (<500 Hz), lo que podría reducir la fatiga auditiva.
Para más información sobre cómo lograr un perfil consistente, consulte nuestra guía sobre cómo lubricar interruptores mecánicos.
Cumplimiento y seguridad: más allá de la mecánica
La ingeniería de precisión debe ir acompañada de normas globales de seguridad. Para teclados tri-modo, la adhesión al Manual de Pruebas y Criterios de la ONU (Sección 38.3) garantiza la estabilidad de la batería bajo estrés. Además, los fabricantes deben cumplir con la Directiva RoHS de la UE para restringir sustancias peligrosas.
Al seleccionar hardware, verificar la Autorización de Equipos FCC puede proporcionar seguridad respecto a la seguridad inalámbrica y las interferencias.
Precisión como requisito previo
El cambio a tallos específicos para moldes representa una inversión en precisión que diferencia las herramientas de grado profesional de los periféricos económicos. Al controlar los ángulos de desmoldeo y maximizar la concentricidad, los fabricantes pueden ofrecer estabilidad que se puede medir con un indicador de carátula y percibir en juegos de alta exigencia.
Aviso legal: Este artículo es solo para fines informativos y no constituye asesoramiento profesional en ingeniería, medicina o derecho. Las mejoras en el rendimiento y los riesgos ergonómicos están influenciados por la técnica individual y las condiciones ambientales. Consulte a un profesional calificado sobre lesiones por esfuerzo repetitivo (RSI).