要約:精密バフ研磨は価値があるか?
精密バフ研磨は、「スプリングピン」や標準的な潤滑では完全に解決できない金属摩擦を除去したい愛好家に推奨される高度な改造です。スプリング端の微細なバリを機械的に均すことで、より滑らかな触覚経路と一貫した戻り速度を実現します。
- 対象者:高レベルの競技ゲーマーおよび熱心なタイピスト。
- 主な利点:滑らかな感触の向上と高強度セッション中の指の疲労軽減の可能性。
- 主なリスク:時間がかかる;乱暴に扱うとスプリングが変形する可能性あり。
簡易チェックリスト&ツール
| 要件 | 詳細 |
|---|---|
| 所要時間の目安 | フルキーボードあたり60〜90分(スイッチ1個あたり約1分)。 |
| 研磨キット | 3000、7000、12000番のマイクロメッシュまたはサンドペーパー。 |
| 安全性 | 静電気防止の作業環境;ワイヤレスPCB付近での金属粉の使用を避ける。 |
| 成功の指標 | 「ドロップテスト」(金属的なピン音から鈍いドスン音への移行)。 |
スプリングスクラッチの機械的根源
高性能メカニカルスイッチでは、「滑らかな」感触の追求は潤滑剤の塗布で終わることが多いです。しかし、多くのモッダーは潤滑が構造的欠陥の一時的な隠れ蓑に過ぎないことを発見しています。それはスイッチスプリングの微細な表面不規則性です。これらの不規則性、いわゆる「バリ」は、工業的なワイヤーコイリング工程の一般的な副産物です。
この「引っかかり」感覚は単なる主観的な不快感以上のもので、物理的な抵抗を表しています。スプリングが圧縮されると、ワイヤーの端部がプラスチックハウジングと内部の軸と接触します。粗い接触点は高周波振動を生み出し、ざらついた触覚体験に変わります。必須の業界標準ではありませんが、Global Gaming Peripherals Industry Whitepaper (2026)では、現代の競技プレイに必要な超低摩擦特性を達成するためにハードウェアレベルでの滑らかさがますます支持されていると述べられています。
精密バフ研磨は、潤滑剤が埋められない3D表面の不完全さを機械的に除去することで根本原因に対処します。Krytox 205g0のようなグリースは粘性のバリアを提供しますが、バフ研磨は基礎となる形状を変え、主要な摩擦点が基材の許す限り滑らかになるようにします。
技術的メカニズム:表面粗さと材料除去
モディングコミュニティでよくある懸念は、スプリングを研磨するとテンションや「重さ」が変わるかもしれないということです。しかし、当ワークショップのモデルによると、正しい研磨の進行を使えばスプリングの形状への影響は最小限です。
経験則メモ: 適切なスプリング研磨では、表面材質を約2~5マイクロメートル除去すると推定されます(超微粒子研磨剤の典型的な能力に基づく)。比較として、スプリングワイヤーの直径の製造公差は±10マイクロメートル程度であることが多いです。したがって、除去される材料は一般的に新品部品の固有のばらつき範囲内です。
目的は、スプリングのエンドキャップの微細な「歯」を均し、スイッチの軸に引っかかるのを防ぐことです。細かい研磨剤を段階的に使うことで、金属を標準的な工業仕上げから高光沢の状態へと移行させることができます。
研磨の進行に関する経験則
愛好家のハードウェア修復で観察されたパターンに基づき、この進行は新たな深い傷を避けるのに役立ちます。
- 3000番(初期バリ取り): 金属表面の最も高い峰を均します。
- 7000番(仕上げ): 初期段階で残った傷のパターンを滑らかにします。
- 12000番(最終仕上げ): 鋼や金メッキ合金の実用的な限界に近い摩擦係数を最小化した表面仕上げを実現します。
モッダーはスプリングの端の部分のみに集中すべきです。中央のコイルを磨いても「感触」に機能的な効果はなく、誤って変形させるリスクが高まります。

精密バフ仕上げのステップバイステップ手順
均一な感触を得るには、素材の取り扱いに厳密な手順が必要です。この工程は、スイッチの組み立てに異物が入らないよう、清潔で整理された作業環境で行うのが最も効果的です。
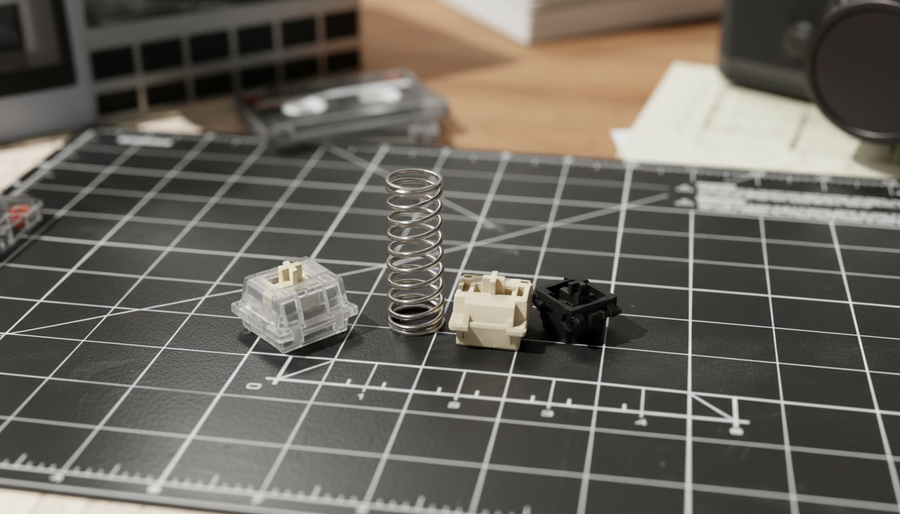
1. 部品の準備と検査
専用のオープナーを使ってスイッチを分解します。スプリングを取り出し、可能であれば拡大鏡で端を検査します。ワイヤーが切断された部分のギザギザを探します。
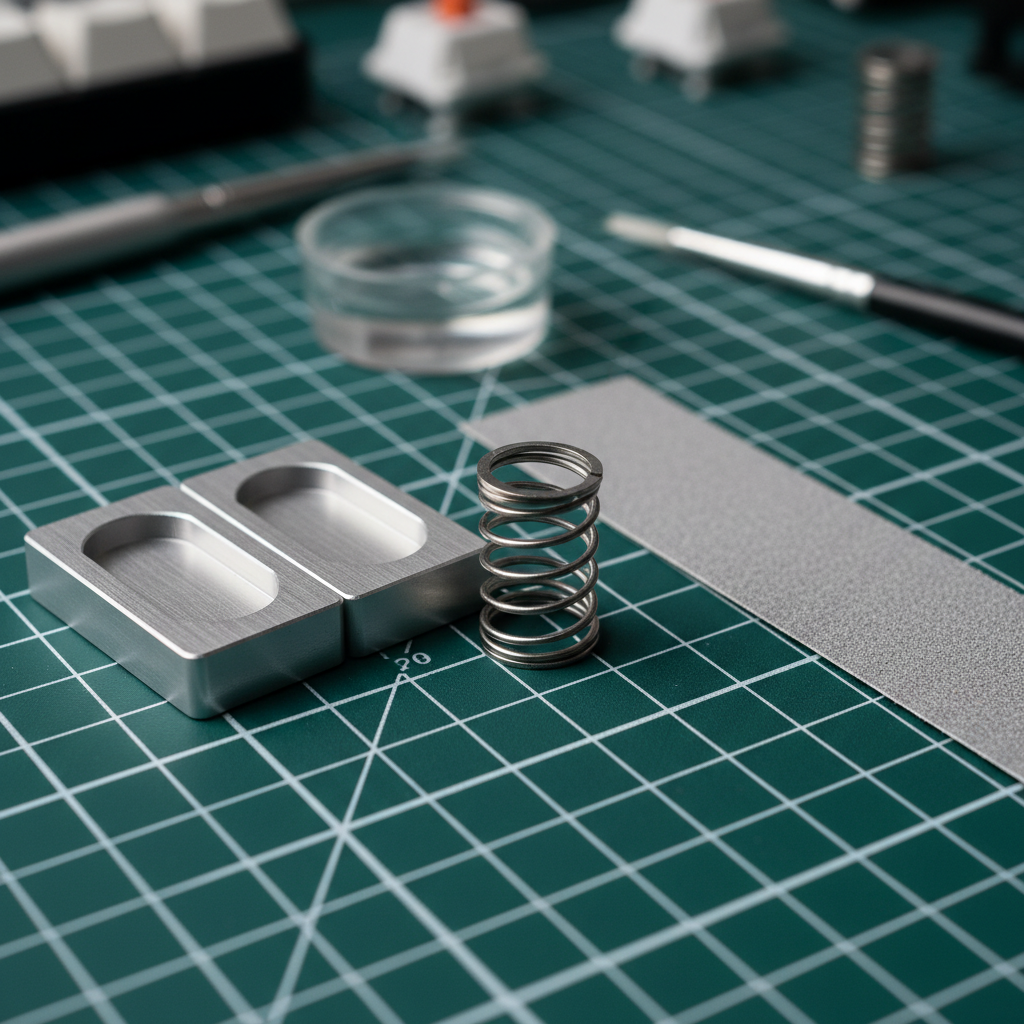
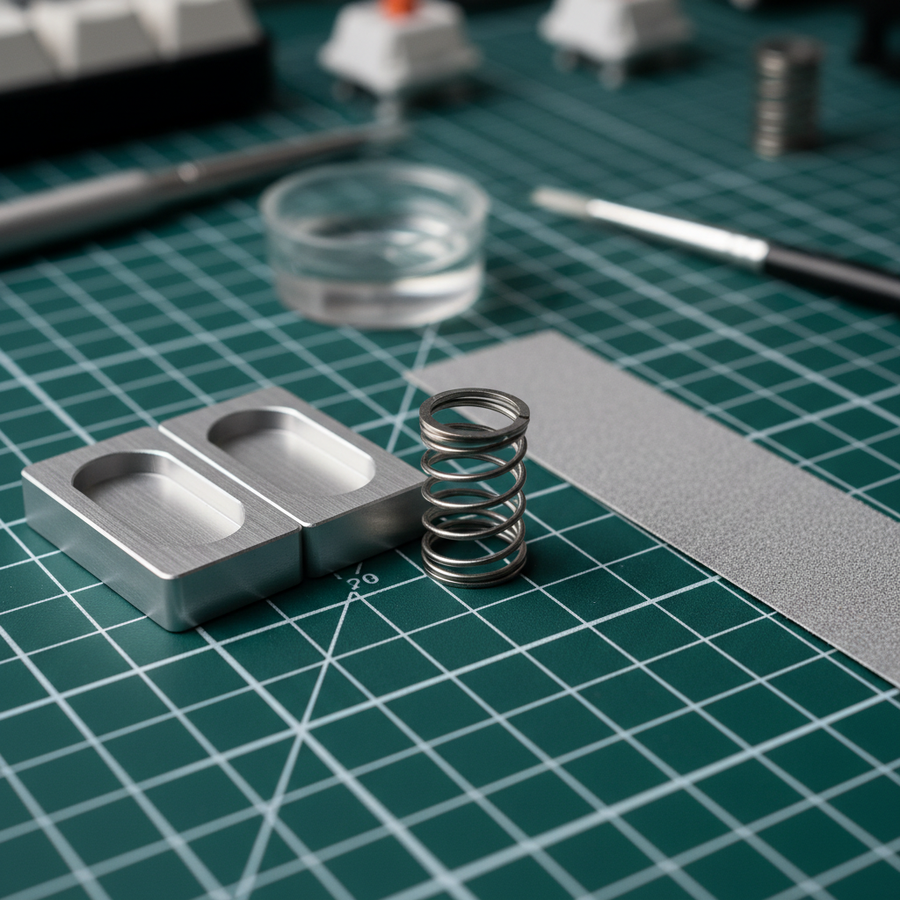
2. バフ仕上げの工程
3000番のサンドペーパーを硬く平らな面に置きます。スプリングを垂直に持ち、エンドキャップの端を紙に対して優しく8の字を描くように回転させます。押し付ける力は最小限にし、スプリング自体の重さで十分なことが多いです。各端を約10~15秒間繰り返し、その後7000番と12000番のペーパーに進みます。
3. 品質チェック:ピン音とザクッ音の比較
表面の凹凸を確認する実用的な方法は「ドロップテスト」です:
- ピンという音:スプリングを硬い面に落としたときに高音の金属的な「ピン」という音がする場合、表面の粗さや残留応力がまだ存在している可能性があります。
- ザクッという音:よく研磨されたスプリングは鈍く、より制御された「ザクッ」という音を出す傾向があります。これは金属が摩擦による「ザラザラ」と関連する高周波振動を起こしていないことを示唆します。
相乗的統合:研磨と潤滑
研磨と潤滑は相互排他的ではなく、相乗的なシステムとして捉えるべきです。研磨は表面を整え、潤滑は長期的な保護と滑り摩擦係数のさらなる低減を提供します。
一貫した結果を得るために、実践者は研磨された端に薄いオイル(例:Krytox 105)を塗り、コイル本体にはやや厚めのグリースを塗ることが多いです。この「ハイブリッド」アプローチは接触点を滑らかに保ちつつ、中央部分は音響共鳴に対して減衰させます。
タクタイルとリニアの文脈
研磨の影響はスイッチの種類によって異なります:
- リニアスイッチ:研磨によりより「無重力感」のあるトラベルが生まれ、作動から底打ちまで一貫した感触を助けます。
- タクタイルスイッチ:ここでは研磨がより重要になることが多いです。「ザラザラ」は時にタクタイルイベントを隠すことがあり、研磨されたスプリングはタクタイルリーフの相互作用を主なフィードバックにします。
人間工学的影響とパフォーマンスモデリング
スムーズなスイッチは長期的な手の快適さに影響を与える可能性があります。スイッチが「ザラザラ」していると、ユーザーは無意識により強い力を加えたり、握り方を調整したりすることがあります。何千回ものキーストロークで、これらの微調整が累積的な負担につながることがあります。
ゲーミング作業負荷のストレインモデリング
高強度ゲーミングの潜在的影響を示すために、ムーア-ガーグストレイン指数(SI)を適用できます。これは強度と頻度に基づいて遠位上肢障害のリスクを評価する理論モデルです。
| 変数 | 値/乗数 | 根拠(高強度モデル) |
|---|---|---|
| 努力の強度 | 2(高い) | 競技プレイにおける迅速で力強いキー押下。 |
| 努力の持続時間 | 1.5 | 通常2時間を超えるセッション。 |
| 1分あたりの努力回数 | 4(非常に高い) | APM(1分間あたりのアクション数)が300を超える。 |
| 手・手首の姿勢 | 2 | 手首の伸展を伴う攻撃的な「クロー」グリップ。 |
| 作業速度 | 2(速い) | 瞬時の指のリフトを必要とする連射メカニクス。 |
モデリング注記:理論上の高強度シナリオでは、計算されたSIスコアは約96に達します。このスコアは人間工学文献での「危険」閾値(SI > 5)を大幅に超えていますが、あくまで理論的な予測です。スイッチの摩擦を減らすことで「努力の強度」変数を下げ、より持続可能なゲーム体験に寄与する可能性があります。
遅延とポーリングレートの相乗効果
8000Hz(8K)ポーリングレートのハードウェアを使用するゲーマーにとって、機械的な一貫性は非常に重要です。8Kレートは報告間隔を0.125msに短縮しますが、物理的な摩擦はステムがリセット位置に戻る時間に微細な変動をもたらす可能性があります。
ホール効果(HE)スイッチが約11msの遅延優位性(リセット距離0.15mm対0.6mmに基づく)を持つ競技環境では、そのデジタル速度を活かすために滑らかな機械的復帰経路を維持することが不可欠です。
8Kポーリングユーザーの制約:
- IRQ処理:8KポーリングはCPUに高負荷をかけます。スイッチの物理的な「スタッター」はシステムレベルのマイクロスタッターの感覚を悪化させる可能性があります。
- USBトポロジー:キーボードはマザーボードの直接ポートに接続してください。ハブはパケットロスを引き起こし、機械的摩擦と組み合わさると体験が悪化します。
- DPI設定:高帯域幅の入力を完全に活用するために、ユーザーは一般的に高めのDPI設定(例:1600 DPI)を維持し、安定したデータフローを確保するべきです。
適合性、安全性、およびメンテナンス
改造時には、EU無線機器指令(RED)などの安全基準への適合を維持するために、デバイスの完全性を保つことが重要です。
電池および材料の安全性
ワイヤレスキーボードを改造する際は、リチウムイオン電池に注意してください。研磨工程で発生した金属の削りカスがケース内に残らないようにし、ショートの原因とならないようにしてください。Intertek - IEC 62133のような規格では、電池の安全性のために物理的な隔離が重要とされています。
さらに、使用する洗浄剤がEU REACH規則に準拠していることを確認し、不必要な化学物質への曝露を避けてください。
メンテナンスライフサイクル
精密研磨されたばねは表面が滑らかで潤滑剤を「捕らえたり」劣化させたりしにくいため、再潤滑の頻度が少なくて済みます。ただし、重度の使用者は研磨された端部の酸化を確認するために半年に一度の点検を推奨します。
プロフェッショナルエッジ
精密研磨はキーボード改造の「収穫逓減」段階を表します。ほとんどのユーザーにとっては標準的な潤滑で十分ですが、純粋な性能と触感の完璧さを重視する技術的に熟練した愛好家にとっては、ばねの擦り傷を除去することがハードウェア最適化の最終ステップです。
素材の経験則と人間工学的モデリングに基づいた改造を行うことで、実証可能なハードウェアの改善に近づきます。理論上のストレインインデックスを下げたい場合でも、最後の金属音を消したい場合でも、鏡面仕上げのばねはエリート職人技の象徴です。
免責事項: 本記事は情報提供のみを目的としています。ハードウェアの改造はメーカー保証を無効にする場合があります。必ず静電気防止環境で改造を行ってください。
付録:モデリング手法と仮定
提示されたデータとリスク評価は決定論的シナリオモデリングと実用的な経験則に基づいており、管理された実験室研究によるものではありません。
| パラメーター | 値 | 根拠 / ソースカテゴリ |
|---|---|---|
| 材料除去 | 2〜5ミクロン | 3000〜12000番の研磨能力に基づく推定。 |
| 製造許容差 | ±10ミクロン | 標準的な工業用ばね線のばらつき(経験則)。 |
| 8Kポーリング間隔 | 0.125 ms | 計算された周波数-時間定数 (1/8000)。 |
| ラピッドトリガーデルタ | 約11 ms | HEとメカニカルリセット時間のモデル化された差異。 |
| ストレインインデックス (SI) | 96 | 極端なゲーミング向けにMoore-Garg乗法モデルを使用して計算。 |
境界条件:
- 計算は一定の指のリフト速度120 mm/sを前提としています。
- ストレインインデックスの結果は高強度の競技シナリオに適用され、診断的ではなく示唆的なものです。
- レイテンシーの利点は理論的なものであり、OSレベルのスケジューリングによって影響を受ける可能性があります。
出典: