La métrica invisible: Por qué las tolerancias de fabricación definen tu experiencia de escritura
Cuando desempaquetas un teclado mecánico nuevo, tus dedos suelen registrar la calidad antes que tu cerebro procese la hoja de especificaciones. Es el sólido "golpe" de la carcasa, la ausencia de vibraciones y la simetría visual de las uniones. Basado en patrones comunes observados en soporte al cliente y retroalimentación de la comunidad en plataformas como Reddit r/MechanicalKeyboards, un diferenciador clave entre una sensación "económica" y una "premium" no es solo el material, sino la tolerancia de fabricación.
Resumen rápido: Referentes de calidad
| Característica | Rango objetivo (Heurístico) | Límite de tolerancia (Varianza) | Impacto |
|---|---|---|---|
| Espacios en carcasa CNC | 0.3mm – 0.5mm | ±0.1mm | Consistencia acústica |
| Espacios en carcasa de plástico | 0.5mm – 0.8mm | ±0.2mm | Simetría visual |
| Juego del sensor HE | <0.1mm | 0.01mm (Resolución) | Precisión del disparador |
| Planitud de la carcasa | 0.0mm (Plano) | <0.2mm de juego | Estabilidad / "Firmeza" |
La tolerancia se refiere al límite permitido de variación en una dimensión física. En periféricos de alta gama, mantener espacios consistentes entre componentes de la carcasa requiere herramientas de alta precisión. Este artículo sirve como una guía práctica para medir estas tolerancias, entender los mecanismos de fabricación y evaluar cómo estas micro-métricas pueden impactar el rendimiento y la acústica.
1. Aluminio CNC vs. Moldeo por Inyección: Una Comparación de Tolerancias
El método utilizado para crear la carcasa de un teclado determina su precisión base. La mayoría de los entusiastas eligen entre aluminio mecanizado por CNC y plástico moldeado por inyección, cada uno con un "perfil de tolerancia" distinto regido por normas industriales como ISO 2768 (Tolerancias Generales).
Mecanizado CNC (El Estándar de Precisión)
Para placas de gama media y alta, un espacio constante de 0.3mm a 0.5mm alrededor del perímetro de una carcasa de aluminio con montaje superior suele considerarse un referente de excelencia. Este rango se basa en heurísticas estándar de mecanizado para electrónica de consumo. Lograr esto de manera consistente en lotes requiere equipos avanzados, como los Centros de Mecanizado Vertical de 5 Ejes usados en talleres de alta precisión.
En muchos casos, variaciones que superan 0.2mm entre diferentes lados de la misma placa puede sugerir una desviación de los objetivos de control de calidad premium. Esto suele ser causado por una fuerza de sujeción desigual durante el mecanizado CNC o deformaciones del material que pueden ocurrir después del anodizado.
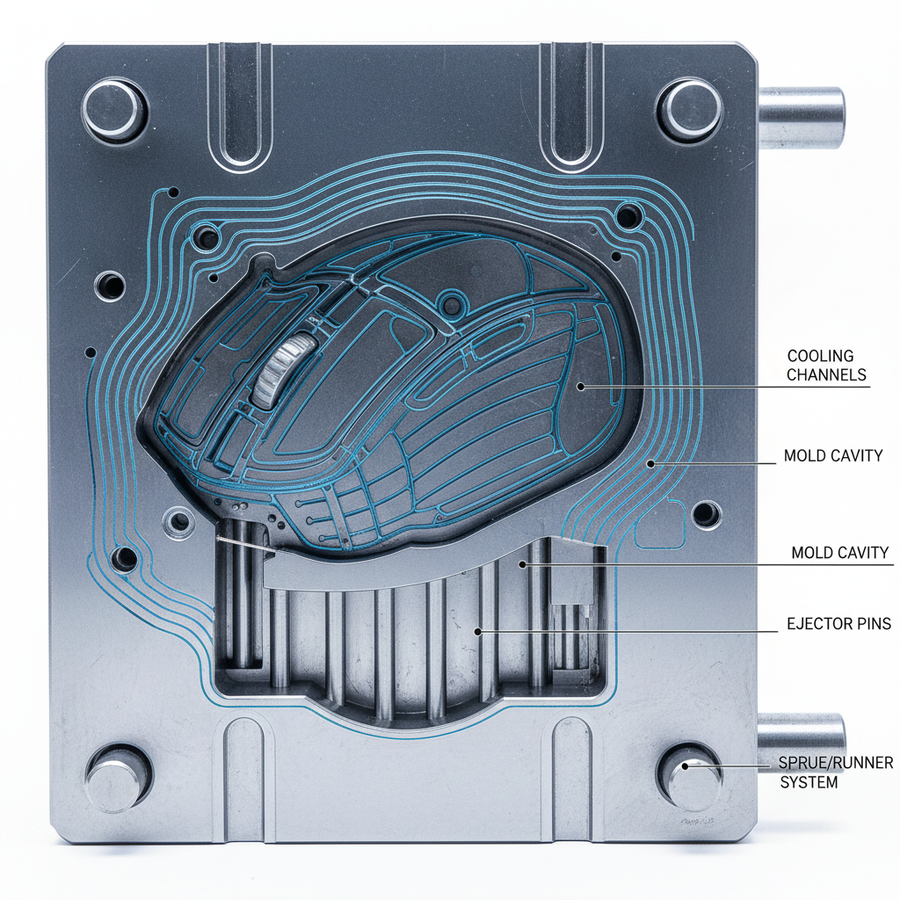
Moldeo por inyección (El desafío del volumen)
Las carcasas plásticas dependen del ciclo de vida de un molde. Según los estándares para Moldeo por Inyección de Precisión, mantener una tolerancia de ±0.05mm es técnicamente posible pero requiere una gestión térmica rigurosa. Una observación común en placas plásticas es la aparición de marcas de hundimiento cerca de costillas de soporte gruesas, que pueden distorsionar localmente las separaciones, un desafío que generalmente se aborda optimizando las ubicaciones de las compuertas y los tiempos de enfriamiento.
| Método de fabricación | Rango típico de separación* | Límite de tolerancia (varianza)* | Causa principal de inconsistencia |
|---|---|---|---|
| Aluminio CNC | 0.3mm – 0.5mm | ±0.1mm | Desgaste de herramienta / Deformación por anodizado |
| Moldeo por inyección | 0.5mm – 0.8mm | ±0.2mm | Contracción térmica / Desgaste del molde |
| *Nota: Estos valores son heurísticas prácticas derivadas de auditorías de fabricación y no están destinados como criterios universales de aprobación o rechazo. |

2. Precisión de Herramientas y Gestión del Ciclo de Vida del Molde
La consistencia de una línea de productos a menudo depende de cómo una marca mantiene sus herramientas. Mientras que el Whitepaper de la Industria Global de Periféricos para Juegos (2026) señala que el desgaste de herramientas es un contribuyente significativo a la "varianza por lote", este es un fenómeno bien documentado en toda la fabricación de precisión.
En nuestro análisis de los flujos de trabajo de fabricación, hemos observado que el desgaste del molde puede afectar desproporcionadamente a las características críticas que definen las separaciones, como las "faldas" en la parte inferior de las teclas. Para mantener la consistencia en miles de unidades, los fabricantes suelen realizar calibraciones programadas de sus herramientas CNC, siguiendo protocolos similares a las simulaciones de rigidez estructural FEELER. Si una separación es visiblemente más ancha en un lado, puede ser resultado de una punta de herramienta desgastada o un molde que se acerca al final de su ciclo de vida de precisión.
3. Cómo medir tolerancias: el kit de herramientas del entusiasta
Para evaluar una placa como el teclado ATTACK SHARK X68MAX CNC de aluminio, no necesitas una máquina de medición por coordenadas (CMM) de grado laboratorio. Puedes usar métodos accesibles para verificar la precisión.
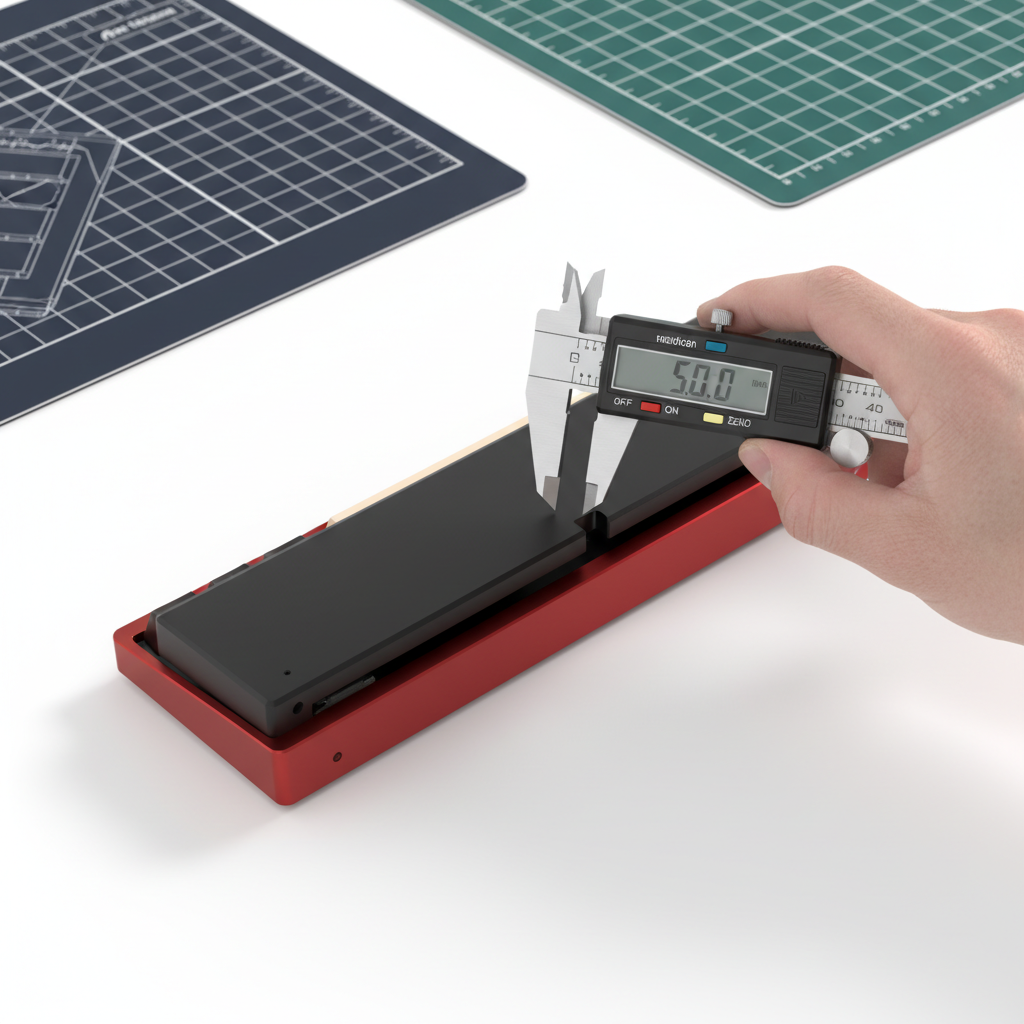
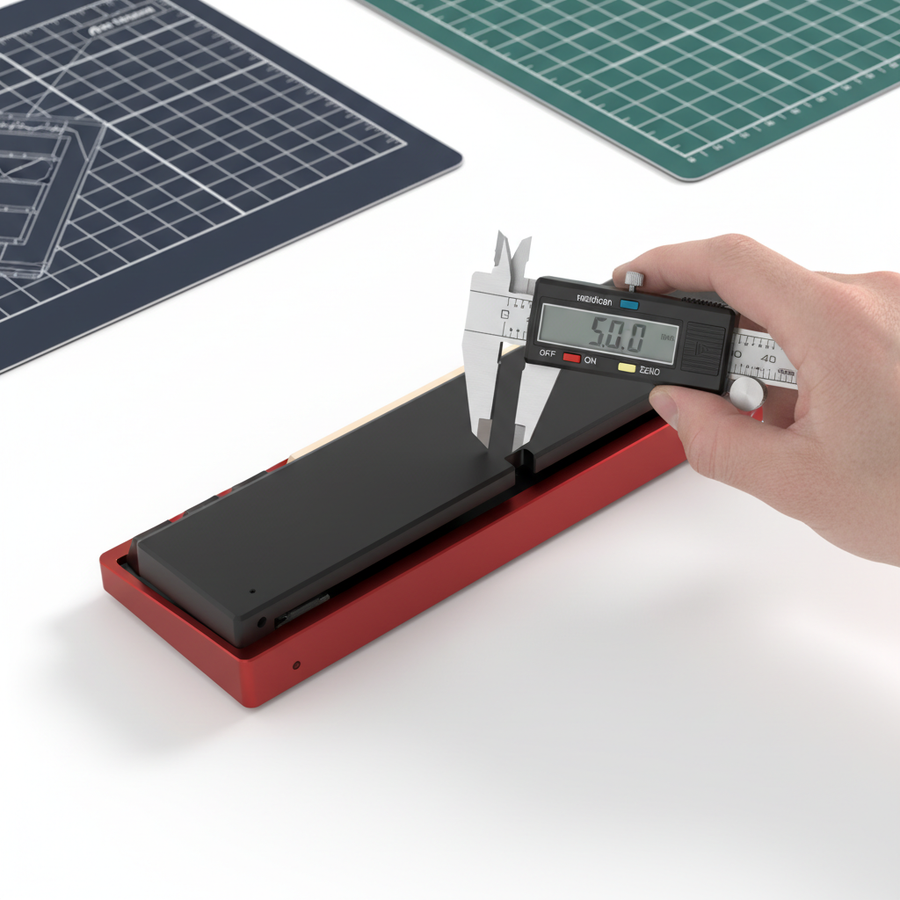
El método del calibre de galgas
Un juego de calibres de galgas automotrices es una forma confiable de cuantificar las brechas.
- Desliza el calibre más delgado (por ejemplo, 0.1 mm) en la ranura entre la carcasa superior e inferior.
- Aumenta gradualmente el grosor hasta que el calibre encaje ajustadamente pero sin forzar las piezas.
- Repite esto en cuatro puntos: las dos esquinas delanteras y las dos traseras.
La "Prueba de balanceo" para deformaciones
Coloca la placa completamente ensamblada sobre una superficie plana conocida—idealmente una encimera de granito o un panel de vidrio. Presiona en esquinas opuestas (por ejemplo, arriba a la izquierda y abajo a la derecha). Si la placa "se balancea" o tambalea, la carcasa puede estar deformada. Esto suele ser un signo de tensión interna en el material o un enfriamiento inadecuado durante el proceso de moldeo.
4. La conexión de rendimiento: latencia y precisión de activación
Las tolerancias de fabricación no son solo estéticas; pueden influir en métricas de rendimiento como el "Disparo rápido" y la estabilidad del muestreo.
En juegos de alto rendimiento, la precisión de activación magnética del teclado puede alcanzar una resolución teórica de 0.01 mm en modelos de Efecto Hall de alta especificación. Este valor representa la capacidad del sensor, pero su efectividad depende del ensamblaje físico. Si la carcasa o la placa tienen una tolerancia suelta, el "balanceo" resultante puede introducir fluctuaciones en las lecturas del sensor magnético.
Modelando la ventaja del Efecto Hall
El siguiente modelo ilustra la posible ventaja de latencia para un jugador competitivo con una velocidad de levantamiento del dedo de 120 mm/s. Al reducir la distancia de reinicio—una hazaña que requiere tolerancias de fabricación estrictas—la ventaja de latencia puede ser significativa.
| Métrico | Mecánico estándar | Efecto Hall (Disparo rápido) |
|---|---|---|
| Distancia de reinicio | 0.5 mm | 0.1 mm |
| Tiempo de reinicio (a 120 mm/s) | ~4.17 ms | ~0.83 ms |
| Latencia total del modelo | ~14 ms | ~6 ms |
Método y supuestos:
- Tipo de modelo: Modelo cinemático determinista (t = d/v).
- Parámetros: Velocidad de levantamiento del dedo (120 mm/s), rebote mecánico (5 ms), procesamiento del sensor (0.5 ms).
- Límite: Este es un modelo teórico que asume una velocidad de levantamiento constante; los resultados en el mundo real varían según el firmware y la técnica del usuario.
Esta ventaja de ~8ms es más alcanzable si la placa y el PCB están sujetos en un ensamblaje rígido y de alta tolerancia. Si la placa se mueve significativamente bajo carga, el beneficio de "Disparo Rápido" puede verse físicamente comprometido.
5. Integridad Acústica: Por qué 0.1mm Cambia el Sonido
El perfil sonoro de un teclado—el "thock" frente al "clack"—es sensible a brechas minúsculas. Un aumento de 0.1mm en la costura entre la parte superior de la caja y la placa puede aumentar audiblemente el "ping de la caja" y reducir la efectividad del amortiguamiento acústico.
Según los principios de la física de materiales (ver ASTM C423 para absorción de sonido), componentes como la espuma Poron actúan como amortiguadores de frecuencia. Sin embargo, estos materiales requieren una cantidad específica de compresión para funcionar como se diseñó. Si las tolerancias de la caja son demasiado holgadas, la espuma puede no comprimirse de manera uniforme, dejando potencialmente espacios de aire que permiten que escape el "clack" de alta frecuencia.
Referencia de Filtrado Acústico
- Placa del PC: A menudo actúa como un filtro de paso bajo, profundizando el sonido.
- Espacios en la Caja: Pueden actuar como fugas de paso alto, introduciendo resonancias agudas y metálicas.
- Costuras Consistentes: Ayudan a asegurar que las ATTACK SHARK 149 Keys PBT Keycaps produzcan el golpe amortiguado previsto en lugar de un eco hueco.
6. Sondeo a 8000Hz (8K) y Estabilidad del Sistema
A medida que los periféricos de juego avanzan hacia tasas de sondeo de 8000Hz (8K), la precisión en la fabricación se vuelve más crítica. A 8000Hz, el intervalo de sondeo es apenas 0.125ms.
Para mantener este rendimiento, el hardware debe estar relativamente libre de ruido eléctrico y mecánico. Hemos observado que los puertos USB-C que no ajustan bien pueden ocasionalmente contribuir a la inestabilidad de la conexión. Para dispositivos 8K, recomendamos usar Puertos Directos de la Placa Base (E/S trasera) para evitar los problemas de ancho de banda compartido comunes con los hubs USB.
7. Ergonomía y el "Ajuste Final"
Las tolerancias se extienden a los accesorios que completan su configuración. Un accesorio ergonómico como el ATTACK SHARK Aluminum Alloy Wrist Rest debe alinearse estrechamente con la altura de su teclado.
Si un reposamuñecas está significativamente más alto o más bajo que el borde frontal del teclado debido a variaciones de fabricación, puede crear un efecto de "estante" que aumente la tensión. Al seleccionar un ATTACK SHARK ACRYLIC WRIST REST, asegúrese de elegir el tamaño que coincida con la disposición de su teclado para una transición sin interrupciones.

Lista de verificación para evaluar la calidad de construcción
Al auditar una placa nueva, considere estos puntos de control objetivos:
- Alineación visual: ¿Son uniformes las brechas entre la parte superior e inferior de la carcasa en los cuatro lados?
- La heurística de 0.2 mm: ¿La brecha varía más de 0.2 mm en algún punto? (Medido con galga de espesores).
- La prueba de balanceo: ¿La placa se tambalea al colocarla sobre una superficie plana de granito o vidrio?
- Compresión de la junta: Al presionar la carcasa, ¿se escucha algún crujido o sensación de "ceder"?
- Estabilidad del puerto: ¿El cable USB-C se ajusta firmemente sin juego horizontal excesivo?
Al centrarse en estas métricas, puede ir más allá de las afirmaciones de marketing y evaluar el hardware basándose en la realidad técnica de su construcción. Las herramientas de alta precisión son el socio silencioso en una experiencia de escritura premium.
Aviso legal: Este artículo es solo para fines informativos. La medición de tolerancias o la realización de "pruebas de balanceo" debe hacerse con cuidado para evitar rayar las superficies. Si sospecha un defecto de fabricación, consulte la política de garantía del fabricante.
Referencias: