Zusammenfassung: Lohnt sich Präzisionspolieren?
Präzisionspolieren ist eine fortgeschrittene Modifikation, die Enthusiasten empfohlen wird, die „Feder-Ping“ und metallische Reibung beseitigen möchten, die durch Standard-Schmierung nicht vollständig behoben werden können. Durch das mechanische Nivellieren mikroskopischer Grate an den Federenden bietet dieser Prozess einen glatteren taktilen Weg und gleichmäßigere Rückstellgeschwindigkeiten.
- Zielgruppe: Wettkampfspieler mit hohem Einsatz und begeisterte Vielschreiber.
- Hauptvorteil: Verbesserter flüssigeres Gefühl und potenziell reduzierte Fingerermüdung bei intensiven Sessions.
- Haupt-Risiko: Zeitintensiv; potenzielle Federverformung bei unsachgemäßer Handhabung.
Schnelle Checkliste & Werkzeuge
| Anforderung | Detail |
|---|---|
| Zeitbudget | 60–90 Minuten pro vollständiger Tastatur (ca. 1 Min./Schalter). |
| Schleifset | Mikro-Mesh oder Schleifpapier mit 3000, 7000 und 12000 Körnung. |
| Sicherheit | Statikgeschützter Arbeitsplatz; Metallstaub in der Nähe von kabellosen PCBs vermeiden. |
| Erfolgskriterium | Der „Falltest“ (Übergang von einem metallischen Ping zu einem dumpfen Dumpf). |
Die mechanische Ursache des Federkratzens
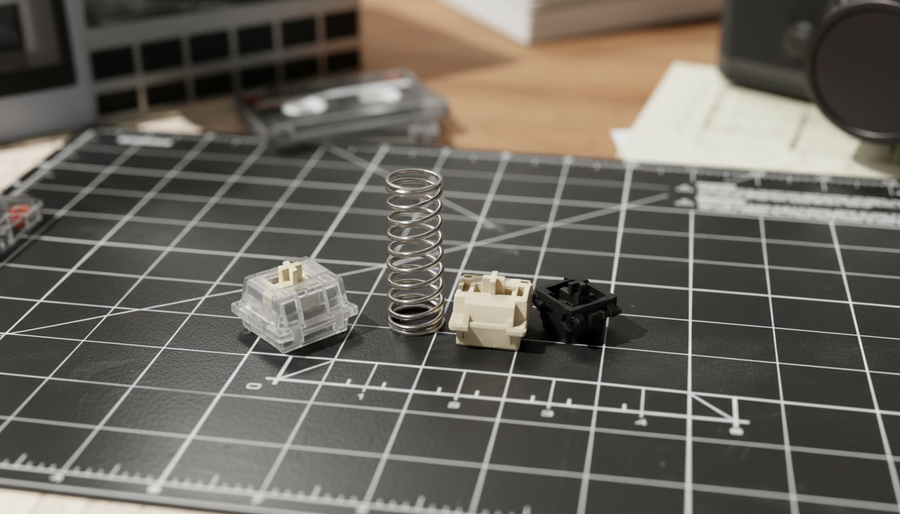
Bei Hochleistungs-Mechanikschaltern endet das Streben nach einem „flüssigen“ Gefühl oft bei der Anwendung von Schmierstoffen. Viele Modder stellen jedoch fest, dass Schmierung nur eine vorübergehende Maske für ein strukturelles Defizit ist: mikroskopische Oberflächenunregelmäßigkeiten an der Feder des Schalters. Diese Unregelmäßigkeiten oder „Grate“ sind häufige Nebenprodukte des industriellen Drahtwickelprozesses.
Dieses „Kratzen“-Gefühl ist mehr als nur eine subjektive Belästigung; es stellt physischen Widerstand dar. Wenn eine Feder zusammengedrückt wird, treten die Enden des Drahts mit dem Kunststoffgehäuse und dem inneren Stift in Kontakt. Raue Kontaktpunkte erzeugen hochfrequente Vibrationen, die sich in einem körnigen taktilen Ereignis äußern. Obwohl es kein verbindlicher Industriestandard ist, stellt das Global Gaming Peripherals Industry Whitepaper (2026) fest, dass eine Hardware-Glättung zunehmend bevorzugt wird, um die ultraniedrigen Reibungsprofile zu erreichen, die für modernes kompetitives Spielen erforderlich sind.
Präzisionspolieren behebt die Ursache, indem es mechanisch die 3D-Oberflächenunregelmäßigkeiten entfernt, die Schmierstoffe nicht ausfüllen können. Während ein Fett wie Krytox 205g0 eine viskose Barriere bietet, verändert das Polieren die zugrunde liegende Geometrie und sorgt dafür, dass die primären Reibungspunkte so glatt sind, wie es das Basismaterial zulässt.
Technische Mechanik: Oberflächenrauheit und Materialabtrag
Eine häufige Sorge in der Modding-Community ist, dass das Polieren einer Feder deren Spannung oder „Gewicht“ verändern könnte. Basierend auf unseren Werkstattmodellen ist das Risiko für die Federgeometrie jedoch minimal, wenn die richtige Schleifmittel-Abfolge verwendet wird.
Heuristischer Hinweis: Das richtige Polieren der Feder entfernt schätzungsweise etwa 2 bis 5 Mikrometer Material von der Oberfläche (basierend auf der typischen Schleifkapazität ultrafeiner Körnungen). Zum Vergleich: Die üblichen Fertigungstoleranzen für den Drahtdurchmesser von Federn liegen oft bei ±10 Mikrometern. Somit liegt das entfernte Material im Allgemeinen innerhalb der inhärenten Varianz von Komponenten direkt aus der Verpackung.
Das Ziel ist es, die mikroskopischen „Zähne“ an den Federendkappen zu ebnen, die am Schalterstift hängen bleiben. Durch die Verwendung einer Abfolge feiner Schleifmittel können Sie das Metall von einer standardmäßigen industriellen Oberfläche zu einem Hochglanzzustand überführen.
Die Schleifmittel-Abfolge Heuristik
Basierend auf Mustern, die bei der Restaurierung von Hardware-Enthusiasten beobachtet wurden, hilft diese Abfolge, das Einbringen neuer, tieferer Kratzer zu vermeiden:
- 3000er-Körnung (Erstes Entgraten): Wird verwendet, um die höchsten Erhebungen der Metalloberfläche zu ebnen.
- 7000er-Körnung (Verfeinerung): Glättet das Kratzmuster, das in der Anfangsphase entstanden ist.
- 12000er-Körnung (Endpolitur): Erzielt eine Oberflächenbeschaffenheit, bei der die Reibungskoeffizienten gegen ihr praktisches Limit für Stahl- oder vergoldete Legierungen minimiert werden.
Modder sollten sich ausschließlich auf die Enden der Feder konzentrieren. Das Polieren der mittleren Windung bringt keinen funktionalen Vorteil für das „Gefühl“ und erhöht das Risiko einer versehentlichen Verformung.

Schritt-für-Schritt-Protokoll für präzises Polieren
Um ein gleichmäßiges Gefühl zu erreichen, ist ein disziplinierter Umgang mit den Materialien erforderlich. Dieser Prozess ist am effektivsten an einem sauberen, organisierten Arbeitsplatz, um zu verhindern, dass Schmutz in die Schalterbaugruppe gelangt.
1. Vorbereitung und Inspektion der Komponenten
Zerlegen Sie den Schalter mit einem speziellen Öffner. Isolieren Sie die Feder und untersuchen Sie, wenn möglich, die Enden unter einer Lupe. Achten Sie auf gezackte Kanten, an denen der Draht geschnitten wurde.
2. Der Polierprozess
Legen Sie einen kleinen Streifen 3000er-Körnung Schleifpapier auf eine harte, flache Oberfläche. Halten Sie die Feder vertikal und drehen Sie die Endkappe sanft in einer Acht-Bewegung gegen das Papier. Üben Sie nur minimalen Druck nach unten aus; das Gewicht der Feder selbst ist oft ausreichend. Wiederholen Sie dies etwa 10–15 Sekunden pro Ende und arbeiten Sie sich dann durch die 7000er- und 12000er-Körnungspapiere.
3. Die Qualitätskontrolle: Ping vs. Dumpf
Eine praktische Methode zur Überprüfung der Oberflächenbeschaffenheit ist der „Falltest“:
- Das Ping: Wenn man die Feder auf eine harte Oberfläche fallen lässt und ein hochfrequentes metallisches „Ping“ erzeugt wird, sind Oberflächenrauheit oder Restspannungen wahrscheinlich noch vorhanden.
- Der Dumpfe Klang: Eine gut polierte Feder erzeugt tendenziell einen dumpferen, kontrollierteren „Dumpf“-Ton. Das deutet darauf hin, dass das Metall nicht mehr bei den hohen Frequenzen vibriert, die mit reibungsbedingtem „Kratzgeräusch“ verbunden sind.
Synergistische Integration: Polieren und Schmierung
Polieren und Schmierung sollten als synergistisches System betrachtet werden, nicht als sich ausschließende Maßnahmen. Polieren bereitet die Oberfläche vor, während Schmierung langfristigen Schutz bietet und den Gleitreibungskoeffizienten weiter senkt.
Für konsistente Ergebnisse tragen Praktiker oft ein dünnes Öl (wie Krytox 105) auf die polierten Enden auf und eine etwas dickere Schmierpaste auf den Federkörper. Dieser „hybride“ Ansatz sorgt dafür, dass die Kontaktpunkte geschmeidig bleiben, während der zentrale Körper gegen akustische Resonanz gedämpft wird.
Taktil vs. Linearer Kontext
Die Wirkung des Polierens variiert je nach Schaltertyp:
- Lineare Schalter: Polieren kann eine „gewichtslosere“ Betätigung schaffen, wodurch sich der Schalter von der Auslösung bis zum Anschlag gleichmäßiger anfühlt.
- Taktil-Schalter: Das Polieren ist hier oft wichtiger. „Kratzgeräusche“ können das taktile Ereignis manchmal überdecken; eine polierte Feder ermöglicht, dass die taktile Blatt-Interaktion das primäre Feedback ist.
Ergonomische Auswirkungen und Leistungsmodellierung
Sanftere Schalter können langfristig den Handkomfort beeinflussen. Wenn ein Schalter „kratzig“ ist, kompensieren Nutzer unbewusst oft durch mehr Kraftaufwand oder eine veränderte Griffhaltung. Über Tausende von Tastenanschlägen können diese Mikroanpassungen zu kumulativer Belastung führen.
Modellierung der Belastung durch Gaming-Arbeit
Um die potenziellen Auswirkungen von intensivem Gaming zu veranschaulichen, können wir den Moore-Garg Belastungsindex (SI) anwenden. Dies ist ein theoretisches Modell zur Bewertung des Risikos von Störungen der distalen oberen Extremitäten basierend auf Intensität und Häufigkeit.
| Variable | Wert/Multiplikator | Begründung (Modell für hohe Intensität) |
|---|---|---|
| Intensität der Anstrengung | 2 (Hoch) | Schnelle, kraftvolle Tastendrücke im Wettkampfspiel. |
| Dauer der Anstrengung | 1.5 | Sitzungen, die typischerweise länger als 2 Stunden dauern. |
| Anstrengungen pro Minute | 4 (Sehr Hoch) | APM (Aktionen pro Minute) über 300. |
| Hand-/Handgelenkshaltung | 2 | Aggressive „Klaue“-Griffe mit Handgelenksstreckung. |
| Arbeitsgeschwindigkeit | 2 (Schnell) | Schnellfeuermechaniken, die sofortiges Anheben des Fingers erfordern. |
Modellhinweis: In unserem theoretischen Hochintensitätsszenario kann der berechnete SI-Wert ~96 erreichen. Obwohl dieser Wert deutlich über dem in der Ergonomieliteratur verwendeten „Gefährlich“-Schwellenwert (SI > 5) liegt, handelt es sich um eine theoretische Projektion. Die Reduzierung der Schalterreibung kann helfen, die Variable „Anstrengungsintensität“ zu senken und so möglicherweise zu einem nachhaltigeren Spielerlebnis beitragen.
Synergie von Latenz und Polling-Rate
Für Gamer, die Hardware mit 8000Hz (8K) Polling-Rate verwenden, ist mechanische Konsistenz entscheidend. Während eine 8K-Rate das Meldeintervall auf 0,125 ms reduziert, kann physische Reibung winzige Variationen in der Zeit verursachen, die ein Schaft benötigt, um in seine Reset-Position zurückzukehren.
In Wettbewerbsumgebungen, in denen Hall-Effekt-(HE)-Schalter einen modellierten Latenzvorteil von bis zu ~11 ms bieten (basierend auf einer Reset-Distanz von 0,15 mm gegenüber 0,6 mm), ist ein flüssiger mechanischer Rücklaufweg entscheidend, um diese digitale Geschwindigkeit auszunutzen.
Einschränkungen für 8K-Polling-Nutzer:
- IRQ-Verarbeitung: 8K-Polling stellt hohe Anforderungen an die CPU. Jegliches physisches „Stottern“ im Schalter kann die Wahrnehmung von System-Mikrorucklern verstärken.
- USB-Topologie: Schließen Sie die Tastatur an einen direkten Motherboard-Anschluss an. Hubs können Paketverluste verursachen, die in Kombination mit mechanischer Reibung das Erlebnis verschlechtern.
- DPI-Einstellungen: Um Eingaben mit hoher Bandbreite vollständig auszunutzen, sollten Nutzer im Allgemeinen höhere DPI-Einstellungen (z. B. 1600 DPI) beibehalten, um einen stabilen Datenfluss zu gewährleisten.
Konformität, Sicherheit und Wartung
Beim Modden ist es wichtig, die Integrität des Geräts zu bewahren, um die fortlaufende Einhaltung von Sicherheitsstandards wie der EU-Funkanlagenrichtlinie (RED) sicherzustellen.
Akku- und Material-Sicherheit
Beim Modden einer kabellosen Tastatur ist Vorsicht im Umgang mit dem Lithium-Ionen-Akku geboten. Stellen Sie sicher, dass keine Metallspäne aus dem Polierprozess im Gehäuse verbleiben, da diese möglicherweise einen Kurzschluss verursachen könnten. Normen wie Intertek - IEC 62133 betonen, dass physische Isolierung für die Sicherheit des Akkus entscheidend ist.
Stellen Sie außerdem sicher, dass alle verwendeten Reinigungsmittel den EU-REACH-Vorschriften entsprechen, um unnötige chemische Belastungen zu vermeiden.
Wartungszyklus
Präzisionspolierte Federn benötigen in der Regel seltener eine Nachschmierung, da die glatte Oberfläche den Schmierstoff weniger „einschließt“ oder abbaut. Für Vielnutzer wird jedoch eine halbjährliche Inspektion empfohlen, um Oxidation an den polierten Enden zu überprüfen.
Der professionelle Vorteil
Präzisionspolieren stellt die Phase der „abnehmenden Erträge“ beim Tastatur-Modding dar. Für die meisten Nutzer ist eine Standard-Schmierung ausreichend. Für technisch versierte Enthusiasten, die rohe Leistung und taktile Perfektion priorisieren, ist das Entfernen von Federkratzern jedoch ein letzter Schritt der Hardware-Optimierung.
Indem Sie Ihre Modding-Praxis auf Materialheuristiken und ergonomische Modellierung stützen, bewegen Sie sich auf nachweisbare Hardwareverbesserungen zu. Ob Sie nun Ihren theoretischen Strain-Index senken oder einfach den letzten metallischen Ping eliminieren möchten, die spiegelglatte Feder ist ein Markenzeichen erstklassiger Handwerkskunst.
Haftungsausschluss: Dieser Artikel dient nur zu Informationszwecken. Modifikationen an Hardware können Herstellergarantien ungültig machen. Führen Sie Modifikationen stets in einer statikfreien Umgebung durch.
Anhang: Modellierungsmethode & Annahmen
Die präsentierten Daten und Risikoabschätzungen basieren auf deterministischer Szenariomodellierung und praktischen Heuristiken, nicht auf kontrollierten Laborstudien.
| Parameter | Wert | Begründung / Quellenkategorie |
|---|---|---|
| Materialabtrag | 2–5 Mikrometer | Geschätzt basierend auf 3000-12000 Schleifkornkapazität. |
| Fertigungstoleranz | ±10 Mikrometer | Standardabweichung industrieller Federdraht (Faustregel). |
| 8K Abfrageintervall | 0,125 ms | Berechnete Frequenz-zu-Zeit-Konstante (1/8000). |
| Schneller Trigger-Delta | ~11 ms | Modellierter Unterschied zwischen HE- und mechanischen Reset-Zeiten. |
| Strain-Index (SI) | 96 | Berechnet mit dem Moore-Garg-Multiplikationsmodell für extremes Gaming. |
Randbedingungen:
- Berechnungen gehen von einer konstanten Fingerhebegeschwindigkeit von 120 mm/s aus.
- Strain-Index-Ergebnisse gelten für intensive Wettbewerbsszenarien und sind illustrativ, nicht diagnostisch.
- Latenzvorteile sind theoretisch und können durch Betriebssystem-scheduling beeinflusst werden.
Quellen: