La métrique invisible : pourquoi les tolérances de fabrication définissent votre expérience de frappe
Lorsque vous déballez un nouveau clavier mécanique, vos doigts perçoivent généralement la qualité avant que votre cerveau n’analyse la fiche technique. C’est le « clic » solide du boîtier, l’absence de cliquetis et la symétrie visuelle des joints. D’après les tendances observées dans le support client et les retours de la communauté sur des plateformes comme Reddit r/MechanicalKeyboards, un facteur clé différenciant une sensation « budget » d’une sensation « premium » n’est pas seulement le matériau — c’est la tolérance de fabrication.
Résumé rapide : repères de qualité
| Caractéristique | Plage cible (heuristique) | Limite de tolérance (variance) | Impact |
|---|---|---|---|
| Écarts dans le boîtier CNC | 0.3mm – 0.5mm | ±0,1 mm | Cohérence acoustique |
| Écarts dans le boîtier en plastique | 0.5mm – 0.8mm | ±0,2 mm | Symétrie visuelle |
| Jeu du capteur HE | <0,1 mm | 0,01 mm (Résolution) | Précision du déclenchement |
| Planéité du boîtier | 0,0 mm (Plat) | <0,2 mm de jeu | Stabilité / « Rock » |
La tolérance fait référence à la limite admissible de variation d’une dimension physique. Dans les périphériques haut de gamme, maintenir des écarts constants entre les composants du boîtier nécessite des outils de haute précision. Cet article sert de guide pratique pour mesurer ces tolérances, comprendre les mécanismes de fabrication et évaluer comment ces micro-métriques peuvent influencer la performance et l’acoustique.
1. Aluminium CNC vs moulage par injection : comparaison des tolérances
La méthode utilisée pour créer une coque de clavier détermine sa précision de base. La plupart des passionnés choisissent entre l’aluminium usiné CNC et le plastique injecté, chacun ayant un « profil de tolérance » distinct régi par des normes industrielles telles que ISO 2768 (Tolérances générales).
Usinage CNC (La norme de précision)
Pour les claviers de milieu et haut de gamme, un écart constant de 0,3 mm à 0,5 mm autour du périmètre d’un boîtier en aluminium à montage supérieur est souvent considéré comme une référence d’excellence. Cette plage est basée sur des règles empiriques standard d’usinage pour l’électronique grand public. Atteindre cette constance à travers les lots nécessite un équipement avancé, comme les centres d’usinage verticaux 5 axes utilisés dans les ateliers de haute précision.
Dans de nombreux cas, des variations dépassant 0.2mm entre différents côtés d’un même clavier peut suggérer un écart par rapport aux objectifs de contrôle qualité premium. Cela est souvent causé par une force de serrage inégale lors de l’usinage CNC ou une déformation du matériau pouvant survenir après anodisation.
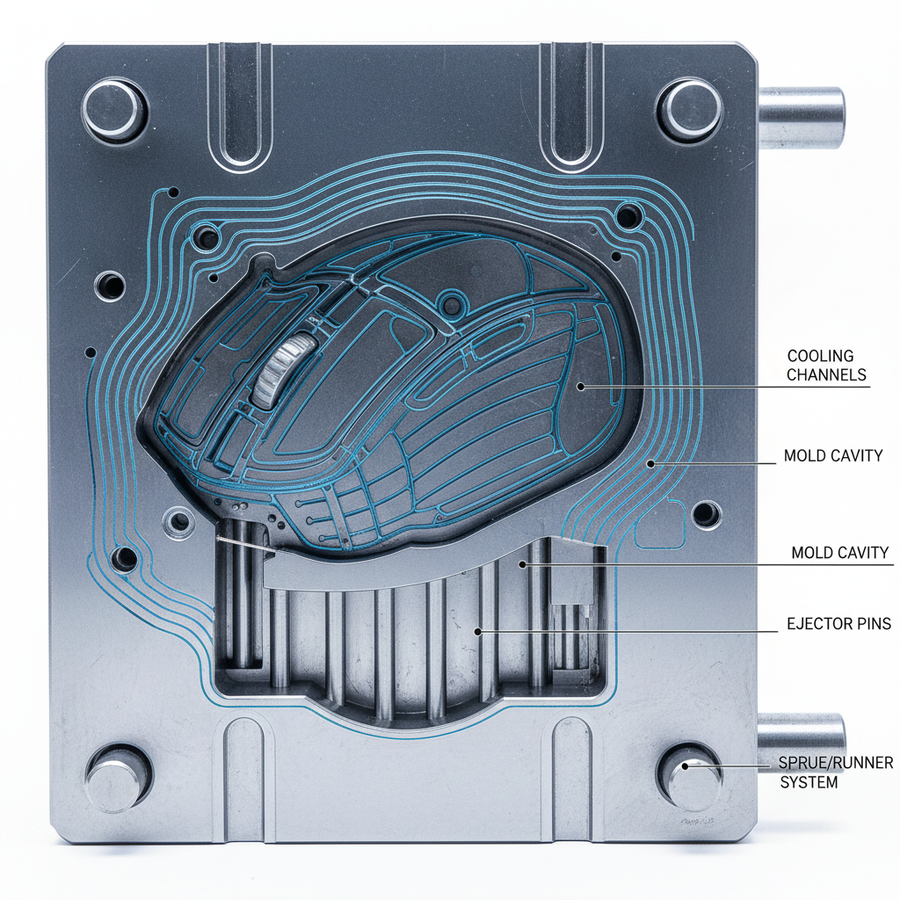
Moulage par injection (le défi du volume)
Les boîtiers en plastique dépendent du cycle de vie d’un moule. Selon les normes pour le moulage par injection de précision, maintenir une tolérance de ±0,05 mm est techniquement possible mais nécessite une gestion thermique rigoureuse. Une observation courante sur les claviers en plastique est l’apparition de marques de retrait près des nervures de support épaisses, qui peuvent déformer localement les jeux — un défi généralement résolu en optimisant les emplacements des entrées et les temps de refroidissement.
| Méthode de fabrication | Plage typique de jeu* | Limite de tolérance (variance)* | Cause principale d’incohérence |
|---|---|---|---|
| Aluminium CNC | 0.3mm – 0.5mm | ±0,1 mm | Usure des outils / Déformation par anodisation |
| Moulé par injection | 0.5mm – 0.8mm | ±0,2 mm | Contraction thermique / Usure du moule |
| *Note : Ces valeurs sont des heuristiques pratiques dérivées d’audits de fabrication et ne sont pas destinées à être des critères universels de réussite/échec. |

2. Précision des outils et gestion du cycle de vie des moules
La cohérence d’une gamme de produits dépend souvent de la manière dont une marque entretient ses outils. Bien que le Livre blanc mondial sur l’industrie des périphériques gaming (2026) note que l’usure des outils est un contributeur important à la « variance de lot », ce phénomène est bien documenté dans toute fabrication de précision.
Dans notre analyse des flux de fabrication, nous avons observé que l’usure du moule peut affecter de manière disproportionnée les caractéristiques critiques définissant les jeux, telles que les « jupes » sous les touches. Pour maintenir la cohérence sur des milliers d’unités, les fabricants effectuent généralement une calibration programmée de leurs outils CNC, suivant des protocoles similaires à ceux des simulations de rigidité structurelle FEELER. Si un jeu est visiblement plus large d’un côté, cela peut être dû à un outil usé ou à un moule approchant la fin de son cycle de précision.
3. Comment mesurer les tolérances : la boîte à outils de l’amateur
Pour évaluer une carte comme le clavier ATTACK SHARK X68MAX en aluminium CNC, vous n’avez pas besoin d’une machine à mesurer tridimensionnelle (MMT) de laboratoire. Vous pouvez utiliser des méthodes accessibles pour vérifier la précision.
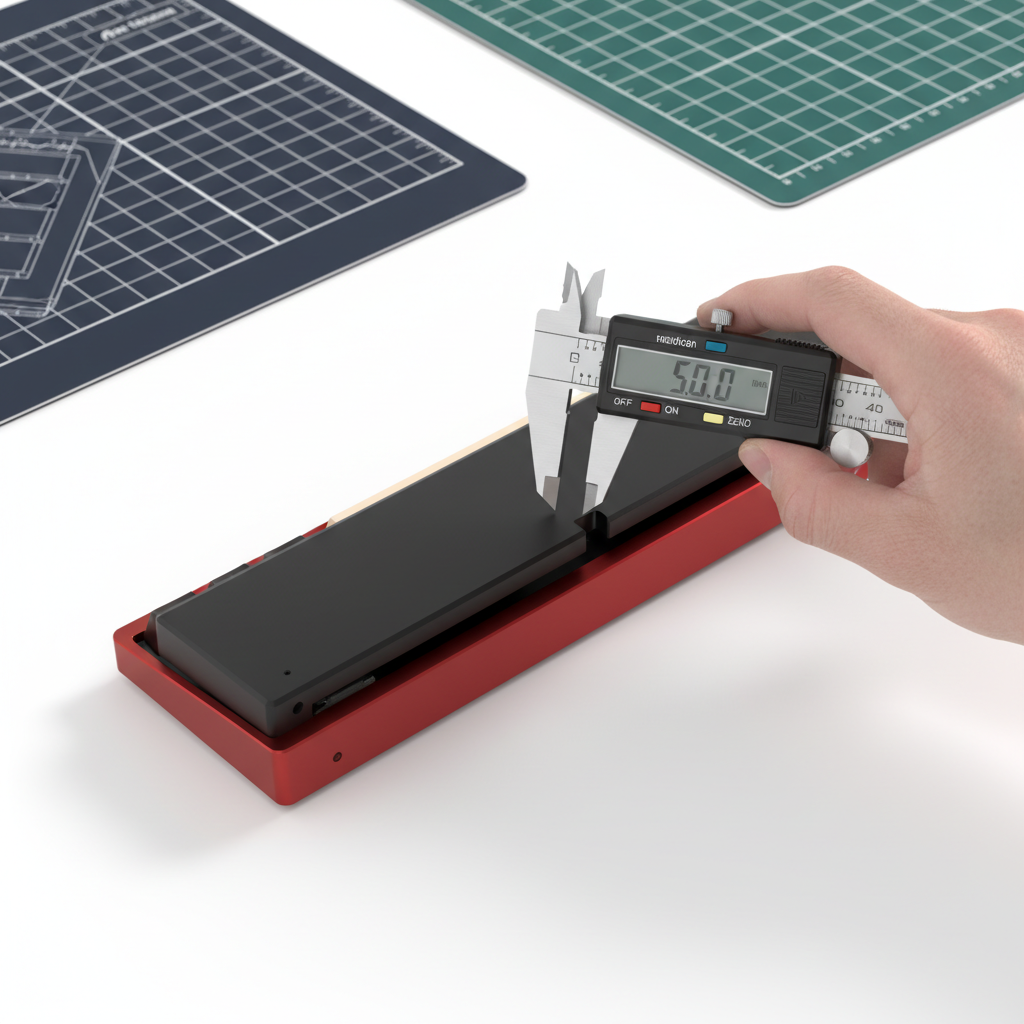
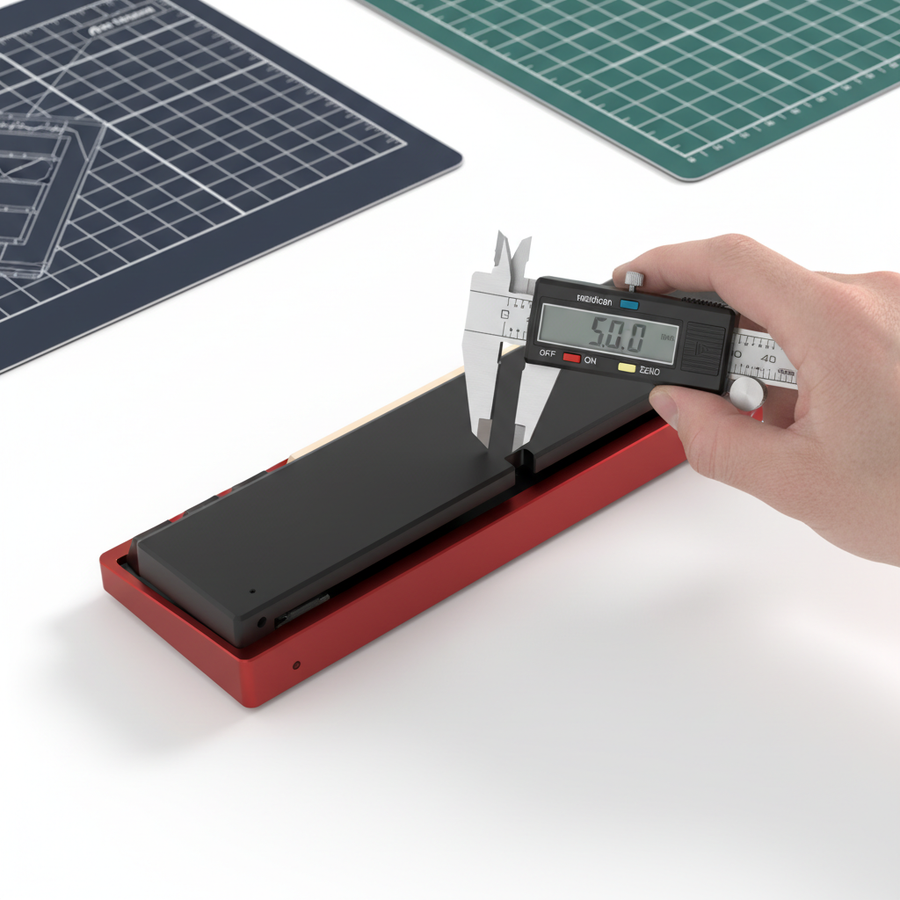
La méthode de la cale d'épaisseur
Un ensemble de cales d'épaisseur automobiles est un moyen fiable de quantifier les jeux.
- Glissez la jauge la plus fine (par exemple, 0,1 mm) dans la fente entre le boîtier supérieur et inférieur.
- Augmentez progressivement l'épaisseur jusqu'à ce que la jauge s'ajuste parfaitement sans forcer à écarter les pièces.
- Répétez cela à quatre points : les deux coins avant et les deux coins arrière.
Le « test de basculement » pour la déformation
Placez la carte entièrement assemblée sur une surface plane connue — idéalement un plan de travail en granit ou une vitre. Appuyez sur les coins opposés (par exemple, en haut à gauche et en bas à droite). Si la carte « bascule » ou vacille, le boîtier peut être déformé. C'est souvent un signe de contraintes internes dans le matériau ou d'un refroidissement inapproprié lors du moulage.
4. La connexion performance : latence et précision du déclenchement
Les tolérances de fabrication ne sont pas seulement esthétiques ; elles peuvent influencer des métriques de performance comme le « Rapid Trigger » et la stabilité du polling.
Dans le jeu haute performance, la précision de déclenchement des claviers magnétiques peut atteindre une résolution théorique de 0,01 mm dans les modèles Effet Hall haut de gamme. Cette valeur représente la capacité du capteur, mais son efficacité dépend de l'assemblage physique. Si le boîtier ou la plaque présente une tolérance lâche, le « wobble » résultant peut introduire des variations dans les lectures du capteur magnétique.
Modélisation de l'avantage de l'effet Hall
Le modèle suivant illustre l'avantage potentiel de latence pour un joueur compétitif avec une vitesse de levée du doigt de 120 mm/s. En réduisant la distance de réinitialisation — un exploit qui nécessite des tolérances de fabrication strictes — l'avantage de latence peut être significatif.
| Métrique | Mécanique standard | Effet Hall (Rapid Trigger) |
|---|---|---|
| Distance de réinitialisation | 0,5 mm | 0,1 mm |
| Temps de réinitialisation (à 120 mm/s) | ~4,17 ms | ~0,83 ms |
| Latence totale du modèle | ~14 ms | ~6 ms |
Méthode & hypothèses :
- Type de modèle : Modèle cinématique déterministe (t = d/v).
- Paramètres : Vitesse de levée du doigt (120 mm/s), anti-rebond mécanique (5 ms), traitement du capteur (0,5 ms).
- Limite : Il s'agit d'un modèle théorique supposant une vitesse de levée constante ; les résultats réels varient selon le firmware et la technique de l'utilisateur.
Cet avantage d'environ 8 ms est le plus réalisable si la plaque et le PCB sont maintenus dans un assemblage rigide et à haute tolérance. Si la plaque bouge significativement sous charge, le bénéfice du « Rapid Trigger » peut être physiquement compromis.
5. Intégrité acoustique : pourquoi 0,1 mm change le son
Le profil sonore d'une carte — le « thock » contre le « clack » — est sensible aux écarts minimes. Une augmentation de 0,1 mm dans la jointure entre le boîtier supérieur et la plaque peut augmenter audiblement le « case ping » et réduire l'efficacité de l'amortissement acoustique.
Selon les principes de la physique des matériaux (voir ASTM C423 pour l'absorption acoustique), des composants comme la mousse Poron agissent comme des amortisseurs de fréquence. Cependant, ces matériaux nécessitent une compression spécifique pour fonctionner comme prévu. Si les tolérances du boîtier sont trop lâches, la mousse peut ne pas se comprimer uniformément, laissant potentiellement des poches d'air qui permettent à des « cliquetis » à haute fréquence de s'échapper.
Référence sur le filtrage acoustique
- Plaque PC : Agit souvent comme un filtre passe-bas, approfondissant le son.
- Écarts du boîtier : Peuvent agir comme des fuites passe-haut, introduisant des résonances aiguës et métalliques.
- Joints cohérents : Aident à garantir que les ATTACK SHARK 149 Keys PBT Keycaps produisent le coup atténué prévu plutôt qu’un écho creux.
6. Taux de sondage 8000 Hz (8K) et stabilité du système
À mesure que les périphériques de jeu évoluent vers des taux de sondage de 8000 Hz (8K), la précision de fabrication devient plus critique. À 8000 Hz, l'intervalle de sondage est de seulement 0.125ms.
Pour maintenir cette performance, le matériel doit être relativement exempt de bruit électrique et mécanique. Nous avons observé que des ports USB-C mal ajustés peuvent parfois contribuer à l'instabilité de la connexion. Pour les appareils 8K, nous recommandons d'utiliser les Ports Directs de la Carte Mère (I/O arrière) afin d'éviter les problèmes de bande passante partagée courants avec les concentrateurs USB.
7. Ergonomie et « ajustement final »
Les tolérances s'étendent aux accessoires qui complètent votre installation. Un accessoire ergonomique comme le Repose-poignet en alliage d'aluminium ATTACK SHARK doit s'aligner étroitement avec la hauteur de votre clavier.
Si un repose-poignet est sensiblement plus haut ou plus bas que la lèvre avant du clavier en raison d'une variation de fabrication, cela peut créer un effet de « tablette » susceptible d'augmenter la tension. Lors du choix d'un REPOSE-POIGNET ACRYLIQUE ATTACK SHARK, assurez-vous de sélectionner la taille correspondant à la disposition de votre clavier pour une transition fluide.

Liste de contrôle pour évaluer la qualité de fabrication
Lors de l'audit d'un nouveau clavier, considérez ces points de contrôle objectifs :
- Alignement visuel : Les écarts entre la partie supérieure et inférieure du boîtier sont-ils uniformes sur les quatre côtés ?
- La règle heuristique de 0,2 mm : L'écart varie-t-il de plus de 0,2 mm en un point quelconque ? (Mesuré avec un jeu de cales).
- Le test de stabilité : Le clavier vacille-t-il lorsqu'il est posé sur une surface plane en granit ou en verre ?
- Compression des joints : Lorsque vous pressez le boîtier, y a-t-il un grincement audible ou une sensation de « cédance » ?
- Stabilité du port : Le câble USB-C est-il bien ajusté sans jeu horizontal excessif ?
En vous concentrant sur ces métriques, vous pouvez dépasser les affirmations marketing et évaluer le matériel en fonction de la réalité technique de sa construction. Les outils de haute précision sont le partenaire silencieux d'une expérience de frappe premium.
Avertissement : Cet article est à titre informatif uniquement. La mesure des tolérances ou la réalisation de « tests de stabilité » doit être faite avec précaution pour éviter de rayer les surfaces. En cas de suspicion de défaut de fabrication, consultez la politique de garantie du fabricant.
Références :