Wewnętrzne ślady narzędzi: ocena jakości CNC poza powierzchnią
Dążenie do „idealnej” mechanicznej klawiatury często prowadzi entuzjastów do ciężkiego, rezonującego świata aluminium obrabianego CNC. Na powierzchni premium obudowa prezentuje bezbłędne anodowanie lub powłokę Cerakote. Jednak, jak wiedzą doświadczeni konstruktorzy i operatorzy maszyn, prawdziwa historia procesu produkcji opowiadana jest tam, gdzie konsument rzadko zagląda: w wewnętrznych wnękach.
W tym przewodniku technicznym przeanalizujemy, jak interpretować wewnętrzne ślady narzędzi, aby odróżnić wysokoprecyzyjną inżynierię od pośpiesznej masowej produkcji. Rozumiejąc mechanikę obróbki CNC (Computer Numerical Control), możesz dokonywać bardziej świadomych ocen peryferiów nastawionych na wartość.
Fizyka chropowatości powierzchni (Ra)
Aby obiektywnie ocenić jakość, musimy wyjść poza „gładkie” lub „surowe” i spojrzeć na ustandaryzowane pomiary. Zgodnie z normami ISO 4287/ASME B46.1, jakość powierzchni definiuje Ra (średnia chropowatość).
W kontekście produkcji klawiatur wysokiej jakości wykończenie zewnętrzne zwykle celuje w Ra od 0,4 μm do 0,8 μm. Jednak powierzchnie wewnętrzne często opowiadają inną historię.
| Poziom wykończenia | Wartość Ra (μm) | Charakterystyka wizualna | Kontekst produkcji |
|---|---|---|---|
| Lustrzana/precyzyjna | < 0,4 | Odbijająca, bez widocznych linii | Wysokiej klasy niestandardowa (3-5x wzrost kosztów) |
| Standardowa precyzja | 0.8 - 1.6 | Satynowy wygląd, słabe ślady narzędzi | Klasa konsumencka premium |
| Funkcjonalna/surowa | 3.2 - 6.3 | Widoczne spiralne/stopniowe linie | Wewnętrzne obszary strukturalne |
| Pośpieszna/surowa | > 12,5 | Wyraźne grzbiety, zadziory | Produkcja budżetowa/wysokoprędkościowa |
Podsumowanie logiki: Nasza ocena jakości produkcji zakłada, że gotowość producenta do poświęcenia czasu maszyny na obszary niewidoczne koreluje z ogólnymi standardami kontroli jakości. Chociaż wewnętrzne Ra na poziomie 3,2 μm jest funkcjonalnie akceptowalne, obecność drgań lub zadziorów sugeruje brak konserwacji narzędzi.
Identyfikacja trzech czerwonych flag obróbki wewnętrznej
Gdy otwierasz obudowę klawiatury do modyfikacji lub czyszczenia, zwróć szczególną uwagę na następujące trzy obszary. Stanowią one „plan” standardów operacyjnych fabryki.
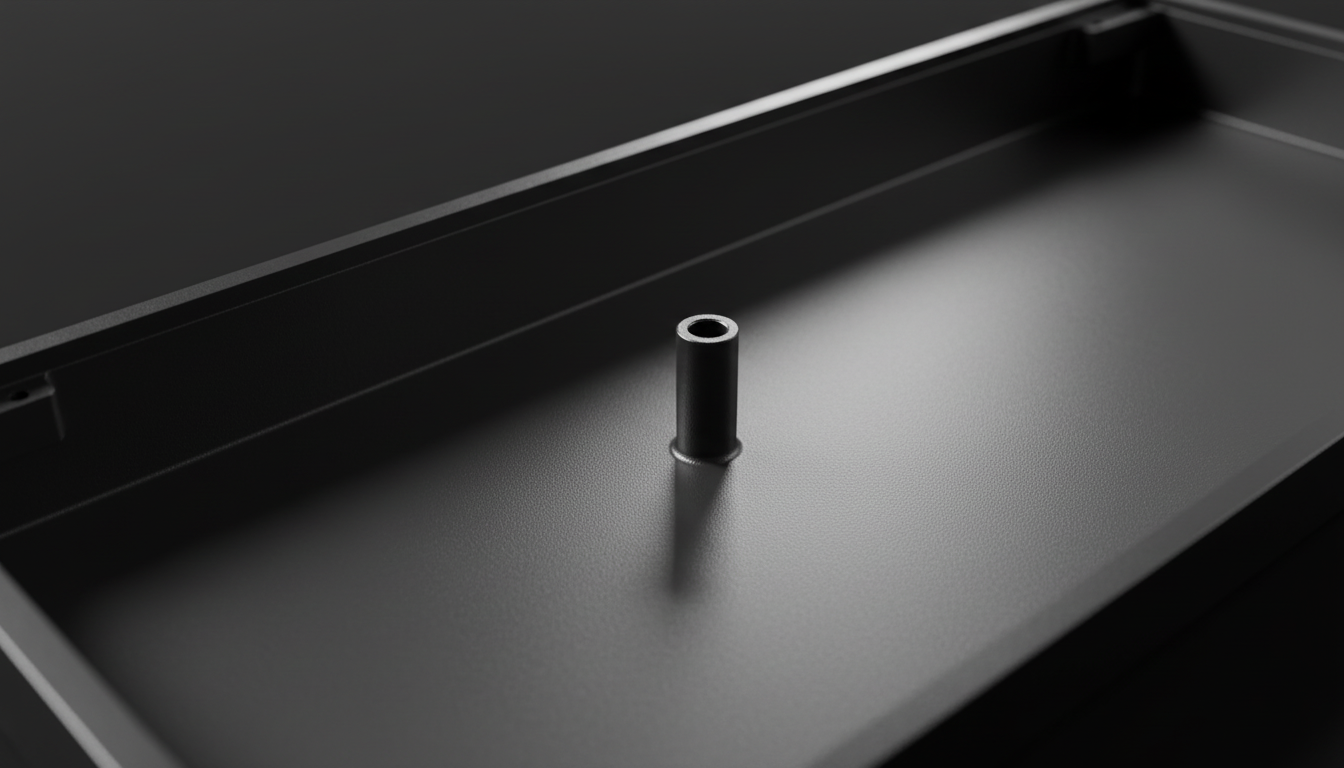
1. Spiralne ślady w słupkach na śruby
Najbardziej wymownym obszarem do oceny jakości CNC jest wnętrze obudowy, szczególnie wokół słupków na śruby i pod miejscem montażu PCB. Agresywne „przejścia zgrubne” — gdzie maszyna szybko usuwa dużą ilość materiału — często pozostawiają wyraźne spiralne ślady. W pośpiesznej pracy końcowe „przejście wykańczające” jest pomijane lub wykonywane narzędziem, które nie sięga pełnej głębokości, pozostawiając widoczne spirale.
2. Ślady drgań na pionowych ściankach
Doświadczeni operatorzy maszyn zauważają, że ślady drgań na wewnętrznych pionowych ściankach, pojawiające się jako seria słabych równoległych linii, są głównym wskaźnikiem niewystarczającego mocowania obrabianego elementu lub przekraczania granic sztywności maszyny. Drgania powstają, gdy narzędzie tnące wibruje nadmiernie. W warsztatach o wysokiej precyzji ogranicza się to przez zmniejszenie prędkości posuwu lub stosowanie bardziej sztywnych mocowań. Jeśli widzisz stałe drgania, zwykle wskazuje to na fabrykę stawiającą na szybkość kosztem stabilności.
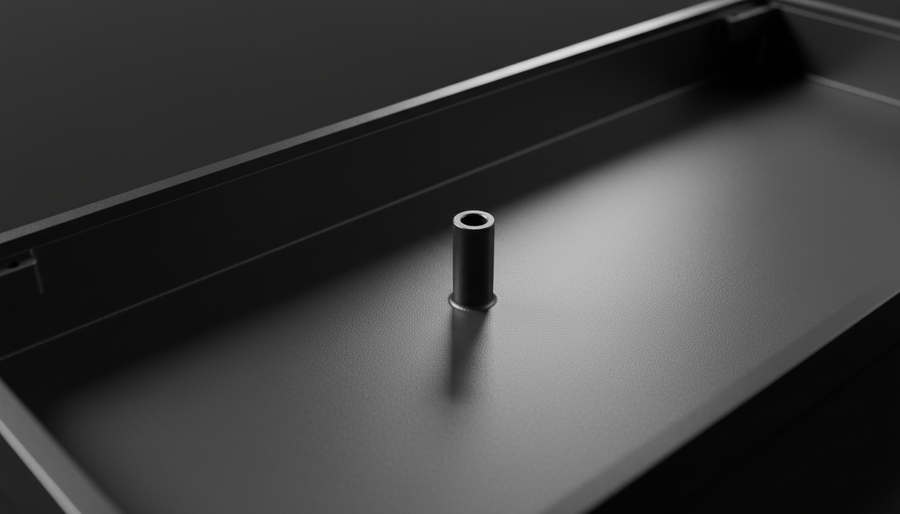
3. Zadziory i zużycie narzędzi
Popularną metodą stosowaną przez konstruktorów jest „test paznokcia”. Jeśli łatwo zahaczasz paznokciem o metalowy zadzior wewnątrz otworu tulei na śrubę, często wskazuje to na tępy wiertło lub frez. To sygnał szerszych problemów z konserwacją narzędzi. Według badań nad usuwaniem zadziorów z mikrofrezu stali hartowanej, zużycie narzędzi jest główną przyczyną nieregularności krawędzi, które mogą zakłócać przyczepność anodowania.

Zależność między sztywnością a wydajnością czujnika
Chociaż wewnętrzne ślady mogą wydawać się wyłącznie estetyczne, odzwierciedlają one integralność strukturalną urządzenia. W przypadku peryferiów do gier konkurencyjnych sztywność obudowy jest warunkiem koniecznym do osiągnięcia wysokiej częstotliwości pracy.
W nowoczesnych myszach, takich jak te z czujnikiem PixArt PAW3395, nawet mikrougięcia obudowy mogą powodować drgania czujnika, zwłaszcza przy wysokich częstotliwościach odpytywania. Jeśli producent oszczędza na obróbce wewnętrznej (pozostawiając zadziorów lub ślady po obróbce), prawdopodobnie stosuje też mniej rygorystyczne tolerancje montażu czujnika.
Modelowanie wąskiego gardła 8000Hz (8K)
Mówiąc o częstotliwości odpytywania 8000Hz, matematyka nie wybacza. Mysz 1000Hz ma interwał 1,0ms, podczas gdy mysz 8000Hz działa z interwałem 0,125ms. Przy tej częstotliwości pojawiają się ograniczenia systemowe.
- Przetwarzanie IRQ: Wąskim gardłem przy 8K jest przetwarzanie przerwań (IRQ). Obciąża to wydajność pojedynczego rdzenia CPU.
- Topologia USB: Zdecydowanie odradzamy używanie koncentratorów USB lub przednich paneli obudowy dla urządzeń 8K. Współdzielona przepustowość i słabe ekranowanie powodują utratę pakietów. Zawsze korzystaj z bezpośrednich portów na płycie głównej (tylny I/O).
- Synchronizacja ruchu: Przy 8000Hz synchronizacja ruchu dodaje opóźnienie około 0,0625ms (połowa interwału odpytywania), co jest praktycznie pomijalne w porównaniu do ~0,5ms opóźnienia przy 1000Hz.
Żywotność baterii a wydajność: techniczny kompromis
W przypadku urządzeń bezprzewodowych, wysokiej jakości obróbka często ukrywa rzeczywiste zużycie energii. Modelowaliśmy kompromisy między czasem pracy baterii a częstotliwościami odpytywania, aby pomóc użytkownikom świadomym wartości zdecydować, kiedy warto zwiększyć wydajność sprzętu.
Modelowanie scenariuszy: analiza czasu pracy bezprzewodowej
Na podstawie standardowych profili zasilania dla Nordic nRF52840 SoC oszacowaliśmy wpływ częstotliwości odpytywania na baterię 300 mAh.
| Częstotliwość odpytywania | Całkowity pobór prądu (mA) | Szacowany czas pracy (godziny) | Wpływ na żywotność |
|---|---|---|---|
| 1000 Hz | 7 | ~36 | Standardowe użycie |
| 4000 Hz | 19 | ~13 | Redukcja o 63% |
| 8000 Hz | ~28* | ~9* | Tylko dla entuzjastów |
| *Szacowane na podstawie skalowania cykli pracy radia. |
Podsumowanie logiczne: Nasz model czasu pracy używa liniowego rozładowania (Czas = Pojemność × Wydajność / Prąd). Zakładamy baterię 300 mAh z 85% wydajnością rozładowania. Dla gracza używającego 4000 Hz podczas 8-godzinnych sesji dziennie, konieczne byłoby ładowanie co 1,6 dnia w porównaniu do 4,5 dnia przy 1000 Hz.
Rapid Trigger i opóźnienie efektu Halla
Poza obudową, wewnętrzna technologia — w szczególności przełączniki z efektem Halla (HE) — oferuje mierzalną przewagę nad tradycyjnymi przełącznikami mechanicznymi. Eliminując fizyczny punkt "resetu", przełączniki HE umożliwiają funkcję "Rapid Trigger".
Obliczyliśmy przewagę opóźnienia dla konkurencyjnego gracza rytmicznego z szybką prędkością podnoszenia palca (~150 mm/s):
- Przełącznik mechaniczny: ~13,3 ms (5 ms ruch + 5 ms eliminacja drgań + 3,3 ms reset).
- Efekt Halla (Rapid Trigger): ~5,7 ms (5 ms ruch + 0,7 ms reset).
- Przewaga netto: ~7,6 ms na naciśnięcie klawisza.
Ta przewaga ~8 ms jest wyraźnie odczuwalna w grach, gdzie okna czasowe wynoszą od 10 do 30 ms. Jednak ta precyzja jest użyteczna tylko wtedy, gdy tolerancje klawiatury i spójność szczelin są utrzymane dzięki wysokiej jakości obróbce CNC. Wypaczona wewnętrzna płyta spowodowana pośpieszną obróbką może powodować nierównomierne działanie klawiszy.
Zgodność i normy regulacyjne
Oceniając markę taką jak Attack Shark, ważne jest, aby upewnić się, że wysoka wydajność w stosunku do ceny nie odbywa się kosztem bezpieczeństwa. Autorytatywne bazy danych dostarczają dokumentacji potwierdzającej integralność sprzętu.
- Zgodność bezprzewodowa: Możesz zweryfikować raporty testów częstotliwości radiowej (RF) za pomocą wyszukiwarki FCC ID używając kodów Grantee, takich jak 2AZBD. Raporty te zawierają zdjęcia wewnętrzne potwierdzające jakość PCB i ekranowania anteny.
- Bezpieczeństwo baterii: Wszystkie urządzenia peryferyjne zasilane litowo-jonowo muszą spełniać normy testowe UN 38.3 dotyczące bezpiecznego transportu.
- Bezpieczeństwo chemiczne: Na rynkach UE zgodność z REACH SVHC zapewnia, że materiały użyte w obudowie i klawiszach są wolne od substancji niebezpiecznych.
Metoda i założenia: Jak to modelowaliśmy
Dla zapewnienia przejrzystości, do naszych obliczeń wydajności i czasu pracy baterii użyto następujących parametrów. To model scenariusza, a nie kontrolowane badanie laboratoryjne.
| Parametr | Wartość | Jednostka | Uzasadnienie/Źródło |
|---|---|---|---|
| Pojemność baterii | 300 | mAh | Typowe dla lekkich myszy bezprzewodowych |
| Wydajność rozładowania | 0.85 | współczynnik | Standardowa strata konwersji DC-DC |
| Pobór sensora (PAW3395) | 1.7 | mA | Oficjalna karta katalogowa PixArt |
| Prędkość podnoszenia palca | 150 | mm/s | Szacowane na podstawie rozgrywki o wysokim APM |
| Resetowanie odległości (HE) | 0.1 | mm | Typowe ustawienie „Szybki spust” |
Warunki brzegowe:
- Czas pracy baterii nie uwzględnia efektów starzenia i temperatury.
- Model opóźnienia zakłada stałą prędkość podnoszenia; rzeczywista prędkość różni się w zależności od stylu chwytu.
- Ocena jakości CNC opiera się na wzorcach praktyków z warsztatów naprawczych i modderskich.
Dokonanie ostatecznej oceny
Wysokiej jakości, czasochłonna obróbka CNC będzie miała jednolite satynowe lub drobno szczotkowane wykończenie nawet w ukrytych miejscach. Odzwierciedla to staranne programowanie, ostre narzędzia i wielokrotne przejścia wykończeniowe. Choć idealnie lustrzana powierzchnia zewnętrzna może ukryć pośpiesznie wykonaną pracę wewnętrzną z widocznymi liniami stopni i wyrwaniami, te wady mają znaczenie dla długoterminowej przyczepności anodowania i sztywności konstrukcyjnej.
Jako entuzjasta dbający o wartość, Twoim celem nie jest koniecznie uzyskanie lustrzanego wykończenia wszędzie — byłoby to zbyt kosztowne. Zamiast tego szukaj braku „błędów”: żadnych drgań na ścianach, żadnych zadziorów w otworach oraz spójnych ścieżek narzędzia. To są oznaki producenta, który szanuje proces inżynieryjny tak samo jak specyfikację marketingową.
Więcej o utrzymaniu integralności metalowych peryferiów znajdziesz w naszym przewodniku dotyczącym czyszczenia anodowanego aluminium.
Oświadczenie: Ten artykuł ma charakter wyłącznie informacyjny. Modyfikowanie lub demontaż peryferiów może unieważnić gwarancję. Zawsze odwołuj się do oficjalnej dokumentacji wsparcia przed przeprowadzeniem inspekcji wewnętrznych.
Bibliografia: