Inżynieria montażu uszczelki: precyzja wykraczająca poza kartę specyfikacji
W branży klawiatur mechanicznych "gasket mount" przekształcił się z niszowej modyfikacji entuzjastów w standardowy wymóg dla premiumowych konstrukcji. Jednak wraz z nasyceniem rynku obudowami z montażem uszczelek pojawiła się techniczna "przepaść wiarygodności specyfikacji". Choć wielu producentów twierdzi, że oferuje elastyczne doświadczenie pisania, rzeczywiste odczucia często znacznie się różnią między egzemplarzami. Różnicą nie jest obecność uszczelek, lecz precyzja frezowanych CNC miejsc montażu uszczelek, które je mieszczą.
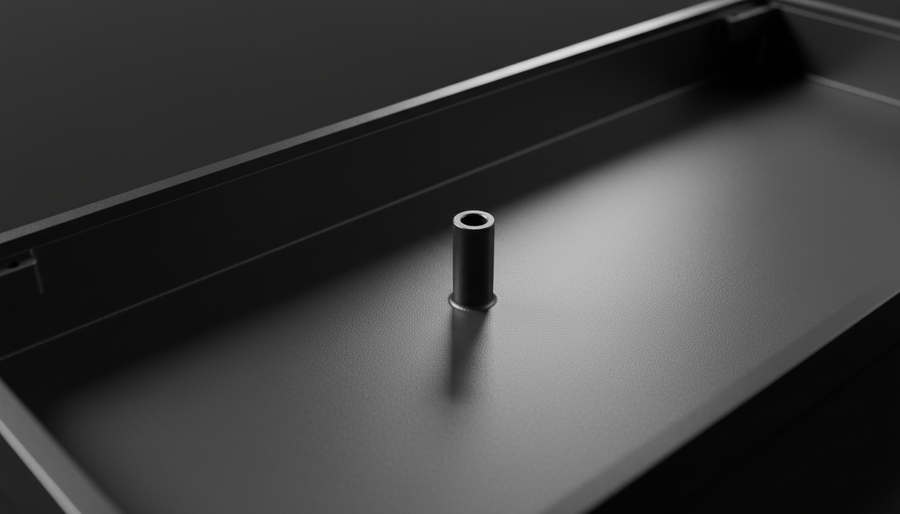
Związek między geometrią obudowy a odczuciem podczas pisania jest regulowany przez ścisłe tolerancje mechaniczne. W wysokiej klasy klawiaturze miejsce montażu uszczelki to interfejs, gdzie wewnętrzny zespół (PCB i płyta) styka się z zewnętrzną obudową. Nawet niewielkie odchylenie w głębokości lub wyrównaniu tych miejsc może zasadniczo zmienić profil akustyczny i reakcję dotykową klawiatury. Zrozumienie mechaniki obróbki CNC (Computer Numerical Control) i jej wpływu na kompresję uszczelek jest niezbędne dla entuzjastów poszukujących spójnego, wysokowydajnego doświadczenia podczas pisania.

Obróbka CNC kontra tradycyjne odlewanie: próg tolerancji
Głównym powodem, dla którego entuzjaści preferują aluminium obrabiane CNC zamiast odlewów ciśnieniowych, jest kontrola nad tolerancjami. Odlewanie ciśnieniowe polega na wtryskiwaniu stopionego metalu do formy, co jest procesem podatnym na skurcz termiczny i odkształcenia podczas chłodzenia metalu. Często skutkuje to "kątami spadku" i nierównościami powierzchni, które utrudniają uzyskanie idealnie płaskiej powierzchni montażowej.
W przeciwieństwie do tego, obróbka CNC wycina obudowę z jednolitego bloku aluminium 6061 lub 6063. Nowoczesne frezarki CNC mogą utrzymywać tolerancje tak ścisłe jak ±0,05 mm (na podstawie standardowych możliwości precyzyjnego frezowania). Ten poziom dokładności jest kluczowy dla miejsc montażu uszczelek. Na przykład różnica zaledwie 0,1 mm w głębokości miejsca montażu uszczelki na obudowie może powodować wyczuwalne "chrupanie" po jednej stronie, podczas gdy po drugiej zachowuje się gładki odbicie. Ta niespójność występuje, ponieważ uszczelki po stronie płytszej są nadmiernie ściśnięte, osiągając swój limit sprężystości zbyt wcześnie.
Według Globalnego Raportu Branży Peripherals Gamingowych (2026), doskonałość produkcyjna w następnej generacji peryferiów będzie definiowana przez "mikrotolerancję", gdzie interakcja między różnymi gęstościami materiałów — takimi jak metalowe obudowy i uszczelki polimerowe — jest obliczana z dokładnością do ułamka milimetra.
Heurystyka kompresji 25-40%
Powszechną heurystyką wśród projektantów klawiatur jest, że idealna kompresja uszczelki mieści się w zakresie od 25% do 40% oryginalnej grubości uszczelki. Ten zakres uważany jest za „strefę złotego środka” z kilku powodów:
- Poniżej 25% kompresji: Uszczelka nie zapewnia wystarczającego tarcia, by utrzymać zespół płyty na miejscu. Prowadzi to do wewnętrznego przesuwania się lub „stukanie” podczas intensywnego pisania.
- Powyżej 40% kompresji: Materiał (często Poron lub silikon) staje się zbyt sztywny. Przekreśla to cel mocowania uszczelkowego, powodując, że PCB opiera się bezpośrednio o obudowę, co skutkuje twardym, „sztywnym” odczuciem podczas pisania.
- Czynnik trwałości kompresji: Długoterminowa niezawodność zależy od „ustawienia kompresji” materiału. Uszczelka Poron wysokiej jakości powraca do pierwotnego kształtu, podczas gdy gorsze pianki mogą ulegać trwałemu odkształceniu, co z czasem prowadzi do poluzowania mocowania.
Podsumowanie logiki: Reguła 25-40% kompresji to heurystyka projektowa stosowana do zrównoważenia stabilności konstrukcyjnej z tłumieniem drgań. Zakłada standardową twardość (durometr) materiału uszczelki i służy do określenia niezbędnej głębokości frezowanego CNC gniazda.
Strojenie akustyczne: dlaczego obróbka zapobiega „dzwonieniu”
Spójność akustyczna jest prawdopodobnie najtrudniejszą cechą do osiągnięcia w klawiaturze mechanicznej. Entuzjaści często próbują „naprawić” pusty dźwięk klawiatury, dodając wewnętrzne pianki lub silikonowe tłumiki. Jednak są to często rozwiązania doraźne na słabe wykonanie obróbki.
Nierównomierne ciśnienie na gnieździe prowadzi do nierównomiernego tłumienia drgań na płycie. Gdy klawisz jest naciśnięty, drgania przechodzą przez przełącznik i płytę do uszczelek. Jeśli jedna uszczelka jest bardziej napięta niż pozostałe, tworzy „twardy punkt”, który odbija energię z powrotem do płyty zamiast ją pochłaniać. Skutkuje to powstawaniem częstotliwości rezonansowych — często opisywanych jako dźwięk „dzwoniący” lub „pusty” — które różnią się w zależności od obszaru klawiatury używanego w danym momencie.
Co jednolitość powłoki na CNC aluminiowych gniazdach jest kluczowa. Niezależnie od tego, czy stosuje się anodowaną powłokę o ziarnistości 220, czy powłokę elektroforetyczną, grubość musi być jednolita. Cienkie miejsca w powłoce mogą zwiększać tarcie o uszczelkę, co prowadzi do przedwczesnego zużycia i w efekcie powoduje poluzowanie mocowania oraz jego stukanie podczas użytkowania.
Logika precyzji: modelowanie wydajności systemowej
Obsesja na punkcie tolerancji 0,1 mm w miejscach uszczelek odzwierciedla dążenie branży do mikroprecyzji w innych obszarach, takich jak opóźnienie przełączników i częstotliwość odpytywania bezprzewodowego. Tak jak niewielkie odchylenie fizyczne psuje wrażenia z pisania, tak niewielkie odchylenie czasowe psuje doświadczenie w grach konkurencyjnych.
Aby to zilustrować, możemy spojrzeć na wpływ precyzyjnej inżynierii na parametry wydajności nowoczesnych peryferiów. Na przykład przejście od tradycyjnych przełączników mechanicznych do przełączników efektu Halla (magnetycznych) umożliwia technologię „Rapid Trigger”, która opiera się na wykrywaniu drobnych zmian strumienia magnetycznego zamiast fizycznego kontaktu.
Analiza modelu: opóźnienie efektu Halla vs. mechaniczne
W naszym modelu scenariusza porównaliśmy różnicę czasu resetu standardowego przełącznika mechanicznego z wysokoprecyzyjnym przełącznikiem efektu Halla. Wyniki pokazują, jak zmniejszenie fizycznej odległości resetu (analogicznie do zaostrzenia tolerancji obróbki) przynosi wymierny wzrost wydajności.
| Parametr | Przełącznik mechaniczny | Efekt Halla (RT) | Uzasadnienie |
|---|---|---|---|
| Czas ruchu | Około 5 ms | Około 5 ms | Założona stała prędkość palca |
| Opóźnienie eliminacji drgań (debounce) | 5 ms | 0 ms | Czujnik magnetyczny nie wymaga eliminacji drgań styków |
| Odległość resetu | 0,5 mm | 0,1 mm | RT pozwala na dynamiczne, krótsze resetowanie |
| Całkowite opóźnienie | Około 15 ms | Około 6 ms | Przewaga około 9 ms dla efektu Halla |
Uwaga metodologiczna: To deterministyczny model scenariusza oparty na typowych specyfikacjach przełączników (np. Cherry MX dla mechanicznych) oraz średnich biomechanicznych prędkościach unoszenia palca (~100mm/s). To model ilustracyjny, a nie kontrolowane badanie laboratoryjne.
Ta przewaga około 9 ms to cyfrowy odpowiednik idealnie wykonanej powierzchni uszczelki. Pojedyncze naciśnięcie klawisza może nie ujawnić różnicy, ale efekt skumulowany przez tysiące naciśnięć — lub podczas intensywnej sesji gamingowej — tworzy poczucie „płynności”, którego nie da się osiągnąć przy luźniejszych tolerancjach.
Zarządzanie energią i precyzja
Precyzja odnosi się także do zarządzania zasobami przez urządzenia. W przypadku peryferiów bezprzewodowych kluczowym parametrem jest „częstotliwość odpytywania” (jak często urządzenie raportuje swoją pozycję do komputera). Wyższe częstotliwości (np. 4000Hz lub 8000Hz) zapewniają płynniejsze działanie, ale wymagają znacznie więcej energii i stabilności przetwarzania.
Na podstawie naszego modelu baterii 300mAh w wysokowydajnym urządzeniu bezprzewodowym, kompromis między precyzją a czasem pracy jest wyraźny:
- Polling 1000Hz: Szacowany czas pracy wynosi ~36 godzin.
- Polling 4000Hz: Szacowany czas pracy spada do ~13 godzin (około 63% redukcji).
To podkreśla, że precyzja to nie tylko „więcej”, ale wykonanie systemu. Klawiatura z częstotliwością skanowania 256 kHz, jak X68MAX, musi zrównoważyć tak szybkie przetwarzanie danych z zarządzaniem termicznym i sztywnością konstrukcyjną zapewnianą przez obudowę z aluminium CNC.
Praktyczna weryfikacja: lista kontrolna entuzjasty
Dla entuzjastów wykonujących własne budowy lub modyfikacje płytek, weryfikacja precyzji zestawu jest standardową procedurą. Poleganie wyłącznie na karcie specyfikacji rzadko wystarcza; praktyczna weryfikacja zapewnia, że „E” w E-E-A-T (Doświadczenie) jest stosowane podczas budowy.
- Kontrola szczelinomierzem: Użyj zestawu szczelinomierzy, aby sprawdzić luz między miejscem uszczelki a płytą. Jeśli szczelina różni się o więcej niż 0,05 mm w różnych punktach, montaż będzie odczuwalnie niestabilny.
- Technika podkładek: Jeśli wykryte zostaną niezgodności, entuzjaści często stosują cienkie folie klejące (podkładki) do wyrównania miejsc uszczelek. To powszechna praktyka nawet w zestawach premium, aby uwzględnić „lukę wiarygodności specyfikacji”.
- Test akustyczny stukania: Stuknij gołą aluminiową obudowę w różnych miejscach. Obudowa CNC wysokiej jakości powinna wydawać jednolity, matowy dźwięk. Ostry „dzwonek” lub „ping” wskazuje na cienką ściankę lub nierówno frezowany fragment, który może powodować rezonanse po złożeniu.
- Jednorodność powłoki: Sprawdź wewnętrzne narożniki miejsc uszczelek. W anodowaniu niskiej jakości narożniki te często mają „wyblakłą” lub cienką powłokę z powodu efektu klatki Faradaya podczas procesu elektrochemicznego.
Wartość inwestycji w CNC
Dążenie do precyzji CNC w miejscach uszczelek jest często lekceważone przez przypadkowych użytkowników jako „przeinżynierowanie”. Jednak dla technicznie zorientowanego entuzjasty te tolerancje stanowią różnicę między narzędziem a luksusowym instrumentem. Spójność elastyczności, czystość akustyki i stabilność wewnętrznego montażu to bezpośrednie efekty procesu produkcyjnego.
Kiedy marka inwestuje w pełną obudowę z aluminium CNC i łączy ją z zaawansowanymi technologiami, takimi jak czujniki efektu Halla czy mikrokontrolery o wysokiej częstotliwości odczytu, niweluje różnicę między marketingowymi obietnicami a inżynierską rzeczywistością. Rozumiejąc „dlaczego” stojące za obróbką, użytkownicy mogą podejmować świadome decyzje, które stawiają na pierwszym miejscu rzeczywiste doświadczenie zamiast efektowne liczby.
Aneks: Przejrzystość modelowania
Dane przedstawione w tym artykule dotyczące opóźnień przełączników i czasu pracy baterii pochodzą z parametryzowanych modeli scenariuszy. Mają one na celu dostarczenie porównawczych informacji i nie stanowią uniwersalnych standardów.
Model: Estymator czasu pracy baterii myszy bezprzewodowej
- Typ: Deterministyczny liniowy model rozładowania.
- Założenia: Stały pobór prądu; 85% efektywności rozładowania; wyłączone podświetlenie RGB.
- Warunki brzegowe: Nie uwzględnia starzenia się baterii ani wahań pojemności związanych z temperaturą.
| Parametr | Wartość odpytywania 1k | Wartość odpytywania 4k | Jednostka |
|---|---|---|---|
| Pojemność baterii | 300 | 300 | mAh |
| Prąd czujnika | 1.7 | 1.7 | mA |
| Prąd radiowy (średni) | 4.0 | 8.0 | mA |
| Prąd systemu/MCU | 1.3 | 1.3 | mA |
| Całkowity pobór prądu | 7.0 | 19.0 | mA |
Model: Zaleta Rapid Trigger efektu Halla
- Typ: Porównanie opóźnień kinematycznych (t = d/v).
- Założenia: Prędkość podnoszenia palca 100 mm/s; pomijalne opóźnienie przetwarzania MCU (<0,1 ms).
- Warunki brzegowe: Zakłada liniową odpowiedź strumienia magnetycznego; rzeczywiste czasy resetowania mogą się różnić w zależności od siły nacisku i ciężaru sprężyny przełącznika.
Zastrzeżenie: Ten artykuł ma charakter wyłącznie informacyjny. Modyfikacja klawiatur mechanicznych lub peryferiów elektronicznych może unieważnić gwarancję. Zawsze odwołuj się do oficjalnej dokumentacji producenta i wytycznych bezpieczeństwa przed próbą modyfikacji sprzętu.
Źródła i autorytatywne odniesienia
- Baza danych autoryzacji urządzeń FCC - Weryfikacja zgodności bezprzewodowej i zdjęcia wewnętrznego sprzętu.
- Specyfikacja Nordic Semiconductor nRF52840 - Podstawa do modelowania zużycia energii i prądu radiowego.
- Globalny raport branżowy dotyczący peryferiów do gier (2026) - Standardy branżowe dotyczące produkcji i opóźnień.
- Definicja klasy USB HID - Standardy protokołu komunikacji klawiatura/mysz.
- Zasady działania czujnika efektu Halla Allegro MicroSystems - Podstawy techniczne wykrywania magnetycznego i logiki Rapid Trigger.