Architektura precyzji: Zrozumienie obróbki CNC w klawiaturach
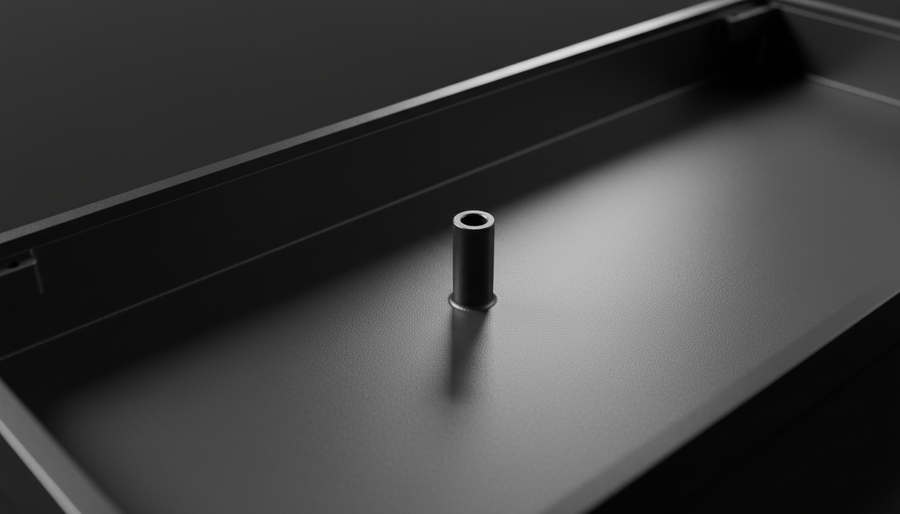
W świecie wysokowydajnych peryferiów przejście od funkcjonalnego narzędzia do instrumentu premium mierzy się w mikronach. Dla entuzjastów „odczucie” metalowej klawiatury to nie tylko subiektywna preferencja, lecz efekt rygorystycznej inżynierii mechanicznej i ścisłych tolerancji produkcyjnych. Obróbka CNC (Computer Numerical Control) pozwala na tworzenie skomplikowanych kształtów z litego aluminium 6061 lub 7075, ale prawdziwym znakiem jakości jest wykonanie szczelin — miejsca styku górnych i dolnych elementów obudowy.
Szybkie wnioski: Przewodnik „Najpierw odpowiedź”
- Standard 50 mikronów: Szczelina ≤0,05 mm to punkt odniesienia dla konstrukcji „premium”, wymagająca obróbki w kontrolowanym klimacie, aby uwzględnić rozszerzalność materiału.
- Koszt precyzji: Przejście z standardowej tolerancji ±0,1 mm do ±0,01 mm zwykle zwiększa czas obróbki o 300–500% ze względu na konieczność dodatkowych przejść wykańczających i kalibracji narzędzi.
- Powiązanie z wydajnością: Sztywność konstrukcji to nie tylko kwestia „thock” — jest niezbędna do stabilizacji czujników magnetycznych Hall Effect i utrzymania dokładności synchronizacji wymaganej dla częstotliwości odpytywania 8000 Hz.
Tolerancja obróbki odnosi się do dopuszczalnego limitu zmienności wymiaru fizycznego. W branży klawiatur szczelina między elementami mniejsza niż 0,1 mm (100 mikronów) to zazwyczaj próg, przy którym metalowa obudowa przechodzi z kategorii „wystarczająca” do „premium”. Dla porównania, ludzki włos ma około 70 mikronów grubości. Uzyskanie stałej tolerancji poniżej 0,05 mm (50 mikronów) na całym obwodzie pełnowymiarowej obudowy wymaga nie tylko zaawansowanych maszyn, ale także specjalistycznych mocowań i klimatyzowanych warunków.
Heurystyka produkcji: Nasza wewnętrzna analiza cykli produkcyjnych wskazuje, że przejście z tolerancji ±0,1 mm do ±0,01 mm może zwiększyć czas obróbki CNC o szacowane 300–500%. Ta wykładnicza krzywa kosztów wynika z konieczności wolniejszych prędkości posuwu, aby zminimalizować odchylenia narzędzia, specjalistycznych narzędzi diamentowych do końcowych przejść oraz wyższych wskaźników odpadów, gdzie nawet 15-mikronowe odchylenie skutkuje odrzuceniem części (Źródło: Attack Shark Internal Manufacturing Benchmarks).

Próg Premium: 100 Mikronów kontra 50 Mikronów
Ocena jakości wykonania klawiatury przez entuzjastów często skupia się na widocznej górnej szczelinie. Jednak profesjonalni audytorzy techniczni zwracają uwagę na wyrównanie wewnętrznych słupków śrubowych oraz interfejs między połówkami obudowy. "Dobre" wykonanie utrzymuje szczelinę 100 mikronów, która jest wizualnie jednolita gołym okiem. "Premium" wykonanie celuje w 50 mikronów lub mniej — specyfikację często zaczerpniętą ze standardów obróbki lotniczej, takich jak ISO 2768-f (Fine).
Osiągnięcie szczelin poniżej 50 mikronów wiąże się z kilkoma inżynierskimi "pułapkami":
- Ugięcie narzędzia: Gdy frez CNC obrabia aluminium, opór fizyczny powoduje ugięcie narzędzia. Na podstawie obserwacji warsztatowych, nawet ugięcie 10 mikronów — często spowodowane agresywnymi przejściami "szorstkimi" — może zrujnować cel tolerancji 50 mikronów.
- Naprężenia mocowania: Nadmierne dokręcenie zacisku może odkształcić aluminium o kilka mikronów. Po zwolnieniu część "odskakuje", co prowadzi do szczeliny, która wygląda idealnie na maszynie, ale jest nierówna po złożeniu.
- Usuwanie zadziorów po procesie: Ręczne usuwanie "zadziora" (grzbietu metalowego) może niezamierzenie zaokrąglić ostre krawędzie, skutecznie otwierając szczelinę i psując zamierzoną precyzję.
Nauka o materiałach: rozszerzalność cieplna i grubość anodowania
Aluminium to materiał "żywy", który reaguje na swoje otoczenie. Według Global Gaming Peripherals Industry Whitepaper (2026) (wewnętrzne badanie producenta), stabilność środowiskowa jest kluczowym czynnikiem w utrzymaniu integralności urządzenia.
Problem rozszerzalności cieplnej
Aluminium ma współczynnik rozszerzalności cieplnej (CTE) około 23 μm/m·°C. Dla obudowy klawiatury o długości 300mm, zmiana temperatury o 30°C (np. z zimnego kontenera transportowego do ciepłego pokoju do gier) może spowodować rozszerzenie metalu o prawie 200 mikronów ($300mm \times 23 \times 10^{-6} \times 30 = 0.207mm$). To rozszerzenie może potencjalnie otworzyć lub zamknąć szczeliny bardziej niż sama tolerancja fabryczna. Doświadczeni producenci rekompensują to, projektując "luźne dopasowania", które pozwalają na ruch termiczny bez powodowania odkształcenia obudowy.
Zmienna anodowania
Anodowanie dodaje warstwę tlenku aluminium o grubości zwykle 10–20 mikronów. Projektanci techniczni muszą zostawić "luz" w swoich modelach CAD, aby to uwzględnić. Nieprawidłowe obliczenie tego prowadzi do "zaciskania", gdy połówki obudowy muszą być złączone siłą, co tworzy naprężenia wewnętrzne mogące prowadzić do długoterminowego odkształcenia.
Model zmienności wymiarowej: Poniższa tabela szacuje zmienność 300mm aluminiowej obudowy. Uwaga: Są to teoretyczne maksima oparte na standardowej fizyce materiałów.
Współczynnik Typowa wartość Wpływ na wymiar (przybliżony) Uzasadnienie/Źródło Rozszerzalność cieplna Δ30°C +207 mikronów Współczynnik rozszerzalności cieplnej aluminium (ASTM E228) Warstwa anodowa Typ II +15 mikronów na powierzchnię Standardowa grubość powłoki Pełzanie materiału 1 rok 5–15 mikronów Heurystyka: odkształcenie pod naciskiem montażowym Tolerancja obróbki Wysokiej klasy ±20 mikronów Precyzyjne CNC (ISO 2768-f) Całkowite nakładanie się tolerancji Łącznie ~250 mikronów Potencjalna zmienność w niekontrolowanych konstrukcjach
Inżynieria akustyczna: dlaczego szczeliny wpływają na dźwięk
"Thock" mechanicznej klawiatury jest silnie zależny od tolerancji obudowy. Niejednolite punkty styku spowodowane nakładaniem się tolerancji pozwalają na powstawanie rezonujących szczelin powietrznych, które działają jak komory echa, prowadząc do dźwięku "pustego" lub "dzwoniącego".
Jednak idealnie ciasne dopasowanie metal-metal nie zawsze jest celem. Ultra ciasne dopasowanie może działać jako bezpośrednia ścieżka transmisji dla wysokoczęstotliwościowego szumu przełącznika. Najskuteczniejsze podejście to często kontrolowana, jednolita szczelina (np. 100 mikronów) wypełniona elastycznym materiałem uszczelniającym. To odsprzęgnięcie zapobiega "dzwonieniu" przy jednoczesnym zachowaniu sztywności konstrukcji. Ocena rezonansu akustycznego w cienkościennych obudowach (Badania Attack Shark) dostarcza podstaw do zrozumienia, jak drgania rozchodzą się przez różne materiały.
Od fizycznych mikronów do elektrycznych mikrosekund: łącze odpytywania 8K
Dążenie do precyzji w fizycznej obudowie często odzwierciedla dążenie do precyzji w elektronice wewnętrznej. Przy odpytywaniu 8000Hz (8K) odstęp jest niemal natychmiastowy 0.125ms.
- 1000Hz: odstęp 1,0ms.
- 8000Hz: odstęp 0,125ms.
Aby skorzystać z odpytywania 8K, zazwyczaj wymagany jest monitor o wysokiej częstotliwości odświeżania (240Hz+), aby zobaczyć redukcję mikroprzycięć. Ponadto odpytywanie 8K znacznie bardziej obciąża wydajność jednego rdzenia CPU niż standardowe odpytywanie 1K, co sprawia, że optymalizacja systemu jest równie ważna jak sprzęt klawiatury.

Modelowanie precyzji wydajności: efekt Halla vs. mechaniczny
W klawiaturach z efektem Halla precyzja punktu resetu "Rapid Trigger" jest mierzona w dziesiątych milimetra.
Model scenariusza: Redukcja opóźnienia
- Persona użytkownika: Gracz konkurencyjny z umiarkowaną prędkością podnoszenia palca ($v = 50$ mm/s).
- Przełącznik mechaniczny: Stała odległość resetu ($d$) 0.5mm.
- Przełącznik efektu Halla: Dynamiczna odległość resetu ($d$) 0.1mm.
Wyniki modelowania (używając $t = d/v$):
- Opóźnienie mechaniczne: $0.5mm / 50mm/s = 0.010s$ (10ms).
- Opóźnienie efektu Halla: $0.1mm / 50mm/s = 0.002s$ (2ms).
- Teoretyczna przewaga: 8ms redukcja fizycznego czasu resetu.
Uwaga: Model zakłada liniową prędkość i stałe odpytywanie czujnika. Rzeczywiste wyniki mogą się różnić w zależności od przyspieszenia palca.
Ta przewaga 8 ms jest możliwa tylko wtedy, gdy obudowa jest na tyle sztywna, aby zapobiec „ugięciu PCB”, które mogłoby zakłócać odczyty strumienia magnetycznego czujników efektu Halla.
Praktyczne realia dla entuzjastów zorientowanych na wartość
Dla marek aspirujących, strategiczne napięcie leży pomiędzy „liderstwem w specyfikacji” a „dojrzałością wykonania”.
Identyfikacja typowych pułapek
Kupując metalową klawiaturę, zwróć uwagę na te „czerwone flagi”:
- Gradienty anodowania: Nierównomierny kolor na szwach często wskazuje, że części nie zostały odpowiednio oczyszczone lub skład stopu różni się między połowami.
- „Dociąganie” śrub do oporu: Jeśli wewnętrzne trzpienie śrub są nawet o 0,1 mm za długie, uniemożliwiają złączenie połówek obudowy, tworząc trwałą szczelinę.
- Odkształcenie pełzające: Na podstawie typowych wzorców z naszego warsztatu naprawczego, aluminium może wykazywać „pełzanie” — powolne odkształcenie pod wpływem naprężenia — skutkujące 5-15 mikronowym „skrętem” po roku użytkowania, jeśli napięcie wewnętrznego montażu jest nierówne.
„Punkty tarcia” w rzeczywistym użytkowaniu
Najczęstszym błędem, który obserwujemy, jest zbyt mocne dokręcanie śrub obudowy. Ponieważ aluminium jest stosunkowo miękkie, nadmierny moment dokręcania może uszkodzić gwinty lub nierównomiernie skompresować uszczelki, prowadząc do „krzywego” szwu. Lekki, równomierny moment jest niemal zawsze lepszy niż „dokręcanie na siłę”.
Wniosek: Holistyczne spojrzenie na jakość
Precyzja na poziomie mikronów jest wskaźnikiem całej filozofii inżynieryjnej producenta. Marka, która inwestuje w kontrolę jakości wymaganą dla szwu o grubości 50 mikronów, prawdopodobnie stosuje tę samą rygorystyczność wobec stabilności oprogramowania układowego i implementacji czujników. Niezależnie czy jest to interwał 0,125 ms przy częstotliwości odpytywania 8K, czy szczelina 0,05 mm w obudowie premium, precyzja jest fundamentem wysokowydajnego grania.
Zastrzeżenie: Ten artykuł ma charakter wyłącznie informacyjny. Specyfikacje techniczne i parametry wydajności opierają się na modelowaniu scenariuszy i typowych standardach branżowych. Wydajność poszczególnych produktów może się różnić w zależności od wersji oprogramowania układowego, rewizji sprzętu i warunków środowiskowych. Zawsze konsultuj się z oficjalną dokumentacją producenta przed wprowadzaniem modyfikacji w swoich peryferiach.
Bibliografia
- Globalny raport branży peryferiów do gier (2026) (Badania wewnętrzne)
- Definicja klasy USB HID (HID 1.11)
- ISO 2768-1: Tolerancje ogólne dla wymiarów liniowych i kątowych
- IEC 62368-1: Sprzęt audio/wideo, informatyczny i telekomunikacyjny
- RTINGS - Metodologia opóźnienia kliknięcia myszy
- Specyfikacja produktu Nordic Semiconductor nRF52840