見えない指標:なぜ製造公差があなたのタイピング体験を決定するのか
新しいメカニカルキーボードを開封すると、指先は通常、スペックシートを理解する前に品質を感じ取ります。それはケースのしっかりとした「ドスン」という音、ガタつきのなさ、そして縫い目の視覚的な対称性です。Reddit r/MechanicalKeyboardsのようなプラットフォームからのカスタマーサポートやコミュニティのフィードバックで観察される一般的なパターンに基づくと、「予算的」な感触と「プレミアム」な感触の主な違いは素材だけでなく、製造公差にあります。
クイックテイク:品質の基準
| 特徴 | 目標範囲(経験則) | 公差限界(変動) | 影響 |
|---|---|---|---|
| CNCケースの隙間 | 0.3mm – 0.5mm | ±0.1mm | 音響の一貫性 |
| プラスチックケースの隙間 | 0.5mm – 0.8mm | ±0.2mm | 視覚的対称性 |
| HEセンサーの遊び | <0.1mm | 0.01mm(解像度) | トリガーの精度 |
| ケースの平坦さ | 0.0mm(平坦) | <0.2mmの揺れ | 安定性 / 「ぐらつき」 |
公差とは、物理的寸法の許容される変動範囲を指します。ハイエンド周辺機器では、ケース部品間の隙間を一貫して保つために高精度な工具が必要です。本記事はこれらの公差を測定し、製造メカニズムを理解し、これらの微細な指標が性能や音響にどのように影響するかを評価する実用的なガイドです。
1. CNCアルミニウムと射出成形:公差の比較
キーボードシェルの製造方法は、その基準となる精度を決定します。多くの愛好家はCNC加工されたアルミニウムと射出成形プラスチックのどちらかを選びますが、それぞれがISO 2768(一般公差)のような工業規格に基づく独自の「公差プロファイル」を持っています。
CNC加工(精度の基準)
ミッドレンジおよびハイエンドのボードでは、トップマウントのアルミケースの周囲に0.3mmから0.5mmの一貫した隙間が優秀さの基準とされることが多いです。この範囲は、消費者向け電子機器の標準的な加工経験則に基づいています。バッチ全体でこれを一貫して達成するには、高精度な設備が必要であり、例えば高精度工房で使用される5軸垂直マシニングセンターなどが挙げられます。
多くの場合、変動が超えることがあります 0.2mm 同じボードの異なる側面間の差は、プレミアム品質管理目標からの逸脱を示唆することがあります。これはしばしばCNC加工時のクランプ力の不均一や、アノダイズ後に発生する材料の変形によって引き起こされます。
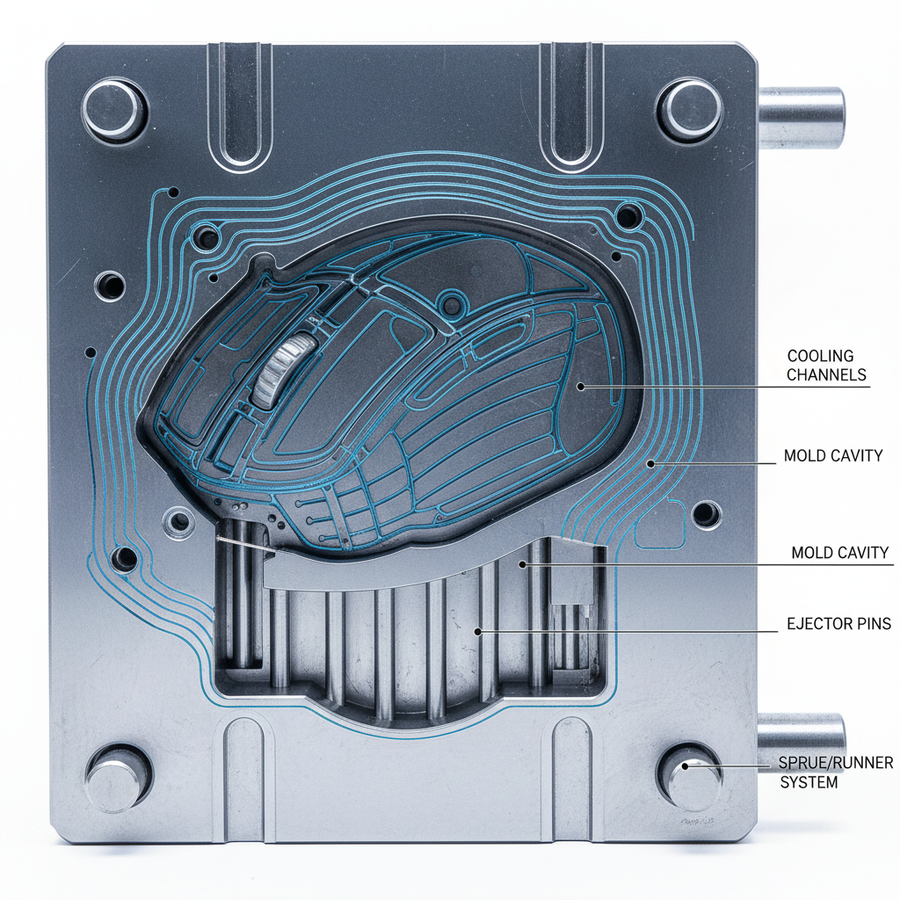
射出成形(量産の課題)
プラスチックケースは金型のライフサイクルに依存します。精密射出成形の基準によると、±0.05mmの許容範囲を維持することは技術的に可能ですが、厳格な熱管理が必要です。プラスチック製ボードでよく見られるのは、厚いサポートリブ付近に沈み跡が現れ、局所的にギャップを歪めることであり、これは通常、ゲート位置や冷却時間の最適化によって対処されます。
| 製造方法 | 典型的なギャップ範囲* | 許容範囲(ばらつき)* | 不一致の主な原因 |
|---|---|---|---|
| CNCアルミニウム | 0.3mm – 0.5mm | ±0.1mm | 工具摩耗 / アノダイズ変形 |
| 射出成形 | 0.5mm – 0.8mm | ±0.2mm | 熱収縮 / 金型摩耗 |
| *注:これらの値は製造監査から得られた実用的な経験則であり、普遍的な合否基準を意図したものではありません。 |

2. 工具の精度と金型のライフサイクル管理
製品ラインの一貫性は、ブランドがどのように工具を維持管理するかに大きく依存します。グローバルゲーミング周辺機器業界ホワイトペーパー(2026年)では、工具摩耗が「バッチ差異」の重要な要因であると指摘されていますが、これはすべての精密製造においてよく知られた現象です。
製造ワークフローの分析において、金型の摩耗がキートップの裏側の「スカート」のような重要なギャップを定義する特徴に不均衡に影響を与えることが観察されています。数千台のユニットで一貫性を維持するために、製造業者は通常、FEELER構造剛性シミュレーションに類似したプロトコルに従い、CNC工具の定期的な校正を行います。片側のギャップが明らかに広い場合、それは摩耗した工具ビットや精度寿命の終わりに近づいた金型の結果である可能性があります。
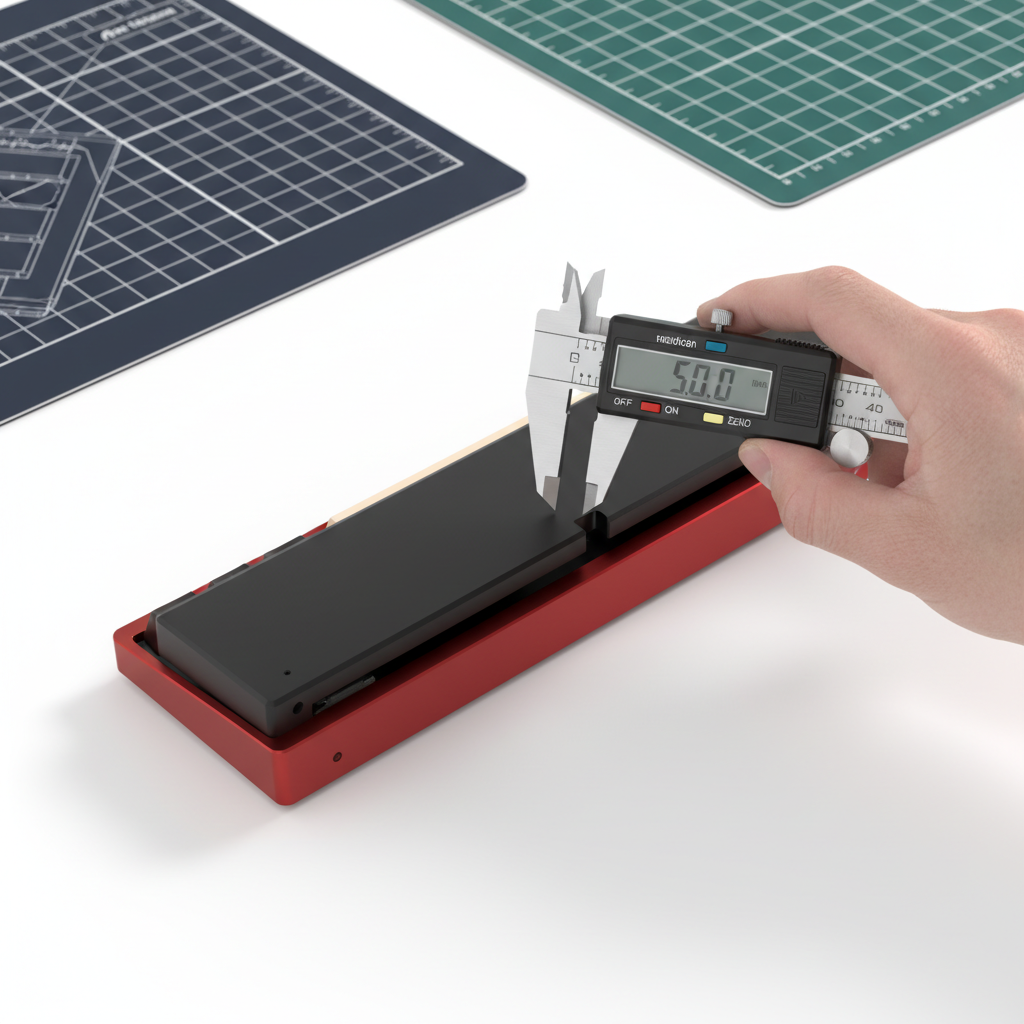
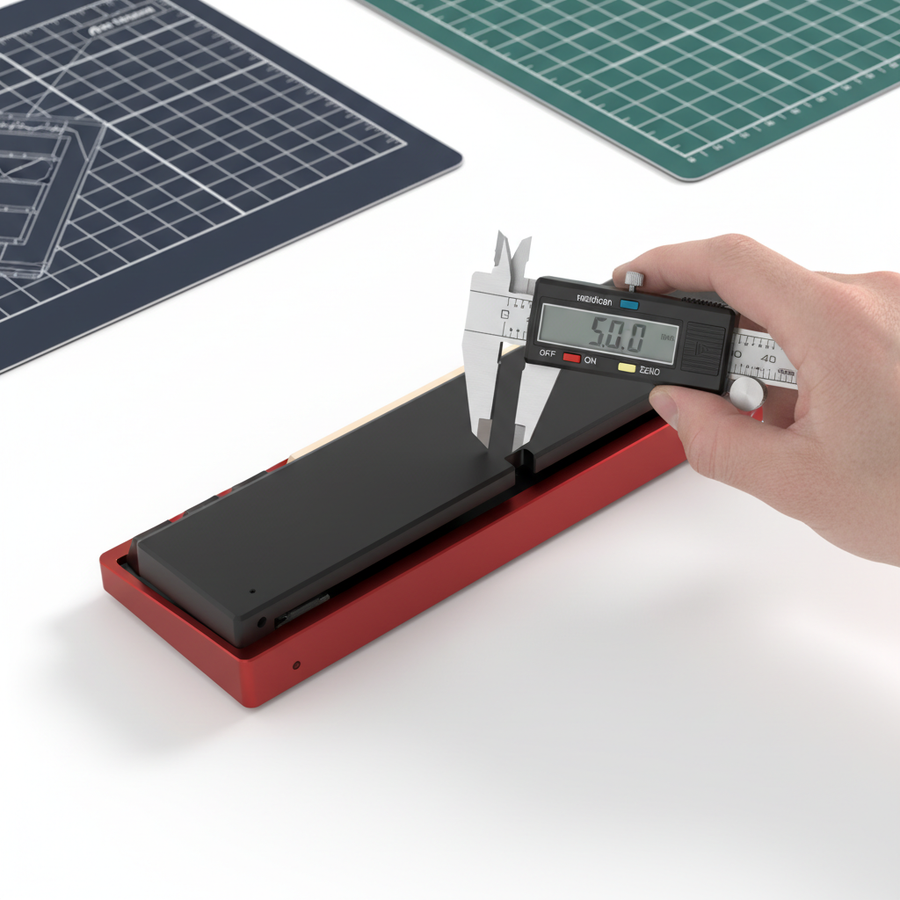
3. 公差の測定方法:愛好家のツールキット
ATTACK SHARK X68MAX CNCアルミニウムキーボードのような基板を評価するには、実験室レベルの座標測定機(CMM)は必要ありません。手軽な方法で精度を確認できます。
シックネスゲージ法
自動車用のシックネスゲージセットは隙間を定量化する信頼できる方法です。
- 最も薄いゲージ(例:0.1mm)を上下ケースの隙間に滑り込ませます。
- 厚さを徐々に増やし、ゲージがぴったり合うが部品を無理に離さないところまで調整します。
- これを4点(前の2つの角と後ろの2つの角)で繰り返します。
歪みの「ロックテスト」
完全に組み立てられた基板を既知の平らな面(理想的には花崗岩のカウンタートップやガラス板)に置きます。対角の角(例:左上と右下)を押します。基板が「揺れる」またはぐらつく場合、ケースが歪んでいる可能性があります。これは材料内部の応力や成形時の冷却不良の兆候であることが多いです。
4. パフォーマンスの関連性:遅延とトリガー精度
製造公差は見た目だけでなく、「ラピッドトリガー」やポーリングの安定性などの性能指標にも影響を与えます。
高性能ゲーミングでは、高仕様のホール効果モデルで磁気キーボードのトリガー精度が理論上0.01 mmの解像度に達します。この値はセンサーの能力を示しますが、その効果は物理的な組み立てに依存します。ケースやプレートの公差が緩いと、「揺れ」が生じ、磁気センサーの読み取りにジッターが発生します。
ホール効果の優位性のモデル化
以下のモデルは、指のリフト速度が120 mm/sの競技プレイヤーにとっての潜在的な遅延優位性を示しています。リセット距離を短縮することは、厳密な製造公差を必要としますが、遅延の優位性は大きくなります。
| メトリック | 標準メカニカル | ホール効果(ラピッドトリガー) |
|---|---|---|
| リセット距離 | 0.5 mm | 0.1 mm |
| リセット時間(120mm/s時) | 約4.17 ms | 約0.83 ms |
| 合計モデル遅延 | 約14 ms | 約6 ms |
方法と仮定:
- モデルタイプ:決定論的運動モデル (t = d/v)。
- パラメータ: 指のリフト速度(120 mm/s)、機械的デバウンス(5 ms)、センサー処理(0.5 ms)。
- 境界条件: これは一定のリフト速度を仮定した理論モデルであり、実際の結果はファームウェアやユーザーの操作技術によって異なります。
この約8msの利点は、プレートとPCBが剛性の高い高精度の組み立てで保持されている場合に最も達成されます。負荷時にプレートが大きく動くと、「ラピッドトリガー」の効果が物理的に損なわれる可能性があります。
5. 音響の完全性:なぜ0.1mmの変化が音に影響するのか
キーボードの音響特性—「トック」対「カチッ」は微細な隙間に敏感です。トップケースとプレートの継ぎ目が0.1mm増加すると、「ケースピング」が聴覚的に増加し、音響減衰の効果が低下します。
材料物理学の原理によると(ASTM C423 音吸収参照)、Poronフォームのような部品は周波数減衰材として機能します。ただし、これらの材料は設計通りに機能するために特定の圧縮量が必要です。ケースの許容差が大きすぎると、フォームが均等に圧縮されず、高周波の「カチッ」という音が漏れる空気の隙間ができる可能性があります。
音響フィルタリングの参考
- PCプレート: しばしばローパスフィルターとして機能し、音を深くします。
- ケースの隙間: 高域の漏れとして作用し、鋭く金属的な共鳴を引き起こすことがあります。
- 均一な継ぎ目: ATTACK SHARK 149キー PBTキーキャップが意図したこもった打鍵音を生み出し、中空の反響を防ぐのに役立ちます。
6. 8000Hz(8K)ポーリングとシステム安定性
ゲーミング周辺機器が8000Hz(8K)ポーリングレートに向かうにつれて、製造精度の重要性が増しています。8000Hzでは、ポーリング間隔はわずか 0.125ms.
この性能を維持するためには、ハードウェアは電気的および機械的ノイズが比較的少ない必要があります。緩いUSB-Cポートは接続の不安定さに時折寄与することが観察されています。8Kデバイスの場合、USBハブでよく見られる帯域幅共有の問題を避けるために、マザーボード直結ポート(リアI/O)の使用を推奨します。
7. エルゴノミクスと「ファイナルフィット」
公差はセットアップを完成させるアクセサリーにも及びます。ATTACK SHARK Aluminum Alloy Wrist Restのような人間工学に基づくアクセサリーは、キーボードの高さに近く揃えるべきです。
製造のばらつきによりリストレストがキーボードの前面リップよりかなり高いまたは低い場合、「棚」効果が生じて負担が増すことがあります。ATTACK SHARK ACRYLIC WRIST RESTを選ぶ際は、ボードのレイアウトに合ったサイズを選び、スムーズな移行を確保してください。

組み立て品質評価のチェックリスト
新しいキーボードを検査する際は、これらの客観的なチェックポイントを考慮してください:
- 視覚的な整合性:上下ケースの隙間は四辺すべてで均一ですか?
- 0.2mmの経験則:隙間はどこかで0.2mm以上変化しますか?(シックネスゲージで測定)
- ロックテスト:平らな花崗岩やガラスの上に置いたとき、キーボードはぐらつきますか?
- 継ぎ目の圧縮:ケースを押し合わせたとき、きしみ音や「たわみ」はありますか?
- ポートの安定性:USB-Cケーブルは過度な横揺れなくしっかりと接続されていますか?
これらの指標に注目することで、マーケティングの主張を超え、ハードウェアの構造に基づく技術的現実を評価できます。高精度の工具は、プレミアムなタイピング体験の静かなパートナーです。
免責事項:この記事は情報提供のみを目的としています。公差の測定や「ロックテスト」を行う際は、表面を傷つけないよう注意してください。製造上の欠陥が疑われる場合は、メーカーの保証ポリシーに相談してください。
参考文献: