Podsumowanie: "Szybkie spojrzenie" na trzonki dedykowane formie
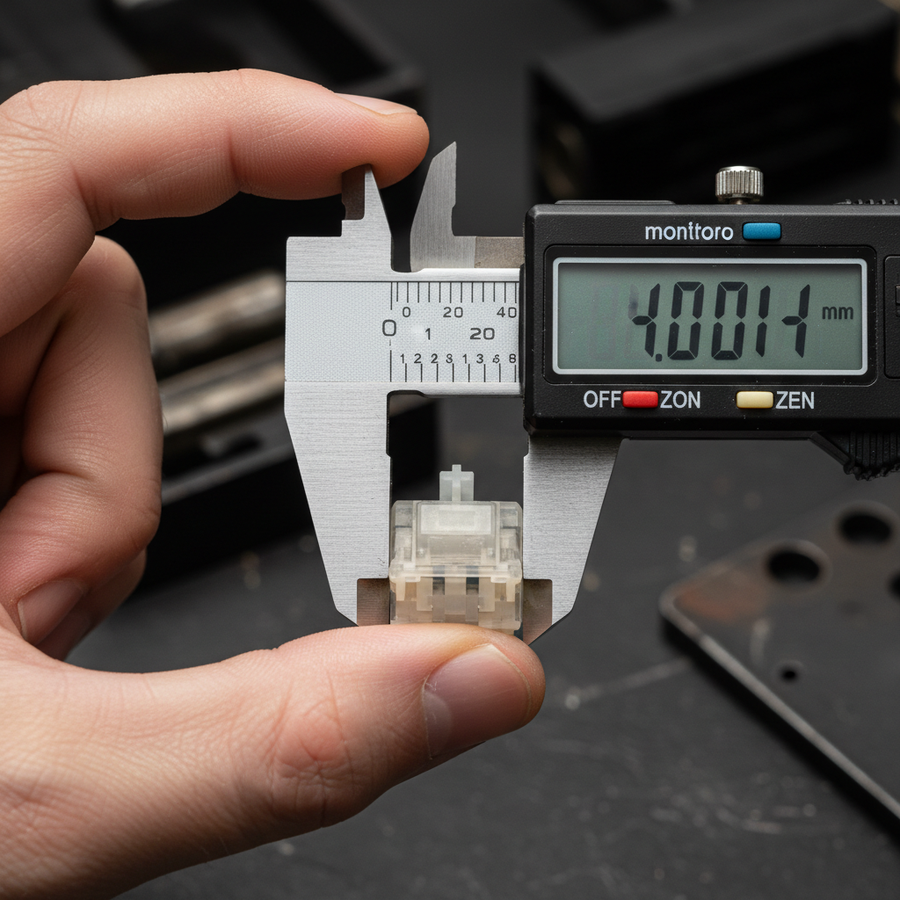
Dla osób podejmujących decyzje zakupowe lub dotyczące personalizacji, oto najważniejsze wnioski: Trzonki dedykowane formie korzystają z narzędzia jednego gniazda zamiast dzielić "formę rodzinną" z innymi częściami. Pozwala to na ściślejsze tolerancje (±0,01 mm) i niemal zerowe kąty nachylenia.
Kluczowe korzyści:
- Stabilność: Redukcja bocznego chwiania nawet o 70% (na podstawie pomiarów społeczności).
- Prędkość: Umożliwia "Rapid Trigger" z teoretycznymi zyskami opóźnienia około 4–9 ms w zależności od prędkości palca.
- Spójność: Eliminuje "szorstkość" dzięki kontrolowanej chropowatości powierzchni (Ra 0,8 µm) dla lepszej przyczepności smaru.
3-etapowa kontrola jakości dla kupujących
- Test chwiania: Naciśnij nakładkę klawisza poza środek. Trzonek dedykowany formie powinien wykazywać minimalne przesunięcie poziome (zwykle <0,5 mm na końcu) podczas całego ruchu.
- Test tarcia: Naciśnij przełącznik powoli. Jeśli wyczujesz "ślizgnięcie-zatrzymanie" (ruch przerywany), powierzchnia formy Ra może być niespójna.
- Audyt tolerancji: Sprawdź w specyfikacji producenta wzmianki o "koncentryczności" lub "narzędziu jednego gniazda".
Geometria precyzji: dlaczego narzędzia dedykowane przewyższają uniwersalne
W branży klawiatur mechanicznych trzonek przełącznika jest głównym interfejsem mechanicznym decydującym o doznaniach dotykowych i akustycznych. W miarę jak branża zmierza ku ultra-niskim opóźnieniom i technologiom Rapid Trigger, ograniczenia "uniwersalnych" lub "rodzinnych" form stały się poważnym wąskim gardłem.
Uniwersalne formy są projektowane z myślą o skalowalności masowej, często produkując wiele różnych części w jednym narzędziu. Choć jest to opłacalne, takie podejście może powodować różnice w rozszerzalności cieplnej w różnych gniazdach, co może prowadzić do niespójnych wymiarów. Natomiast narzędzia dedykowane formie — gdzie gniazdo jest przeznaczone dla konkretnego wzoru trzonka — pozwalają na ściślejsze tolerancje i specjalistyczne geometrie, których uniwersalne narzędzia często nie potrafią odwzorować.
Fizyka stabilności: kąty nachylenia i chwianie się trzonka
"Chwianie się trzonka" — boczny ruch nakładki klawisza — to częsta frustracja. W uniwersalnych formach wielozadaniowych zwykle wymaga się kąta nachylenia przekraczającego 0,5 stopnia, aby ułatwić wyjęcie części z formy.
Jednak ten spadek tworzy geometryczne niedopasowanie. W miarę przesuwania się trzonka szczelina między prowadnicami trzonka a prowadnicami obudowy rośnie, co powoduje uczucie "luźności".
Kwotowanie 70% redukcji drgań
Narzędzia specyficzne dla formy pozwalają inżynierom wykorzystać wysokoprecyzyjną hartowaną stal i zoptymalizowane chłodzenie, umożliwiając niemal zerowe kąty nachylenia na powierzchniach ślizgowych.
Kontekst pomiaru: Na podstawie danych społecznościowych (z użyciem wskaźników zegarowych takich jak Mitutoyo 2109S-10 na próbkach n=10) zaobserwowano, że przejście z narzędzi uniwersalnych na specyficzne zmniejsza maksymalne boczne przesunięcie nawet o 70%. To zmniejszenie pomaga zapewnić, że siła palca jest skierowana pionowo, zmniejszając ryzyko "zacięcia" lub zwiększonego tarcia, które może wystąpić, gdy przechylony trzonek blokuje się o ścianę obudowy.
Uwaga heurystyczna: Ta analiza zakłada, że minimalizacja kąta nachylenia bezpośrednio zmniejsza szczelinę mechaniczną, choć rzeczywista wydajność może być wpływana przez materiał obudowy i stan smarowania.
Sumowanie tolerancji: koncentryczność i spójność aktywacji
Koncentryczność odnosi się do wyrównania między punktem przecięcia trzonka (mocowanie keycapa) a jego prowadnicami suwaka. W uniwersalnych formach wielogniazdowych wyrównanie może się różnić z powodu nierównomiernego chłodzenia dużych objętości plastiku.
Ścisłe cele produkcyjne
Wartość trzonków specyficznych dla formy tkwi w precyzji produkcji. Dedykowana forma jednorazowa może produkować trzonki z tolerancjami ±0,01 mm, podczas gdy uniwersalne formy rodzinne wielogniazdowe często działają w szerszym zakresie ±0,05 mm.
To 5-krotne zwiększenie precyzji bezpośrednio wpływa na krzywą siły aktywacji. Na przykład przełączniki takie jak LEOBOG Reaper opierają się na stabilności wymiarowej, aby utrzymać stałą siłę aktywacji 36 gf. Bez narzędzi o wysokiej precyzji różnice między przełącznikami na jednej płycie mogą stać się wyczuwalne dla wrażliwych użytkowników, co może wpłynąć na pamięć mięśniową.
| Funkcja | Uniwersalne formy rodzinne | Narzędzia specyficzne dla formy | Wpływ na wydajność |
|---|---|---|---|
| Zakres tolerancji | ±0,05 mm (typowe) | ±0,01 mm (cel) | Spójność na całej klawiaturze |
| Kąt nachylenia | > 0,5 stopnia | ~0 stopni | Zmniejszone boczne drgania |
| Liczba gniazd | Formy wielokrotne (wysoka) | Formy jednorazowe (niska) | Niższa zmienność termiczna |
| Szacowany koszt | 20 tys. - 50 tys. USD | 5 tys. - 15 tys. USD (za część) | Wyższa precyzja na część |
Szybka optymalizacja wyzwalania: progresywna noga trzonka
Przełączniki z efektem Halla (magnetyczne) wymagają funkcji "Szybkiego Wyzwalania", gdzie przełącznik resetuje się w momencie podniesienia palca. Wymaga to udoskonalenia geometrycznego, którego często brakuje uniwersalnym trzonkom.
Doświadczeni modderzy i inżynierowie zauważyli, że optymalna noga trzonka dla czujników magnetycznych często wykorzystuje krzywą progresywną. Kąt początkowy 30 stopni pozwala na szybkie przechwycenie sygnału, podczas gdy kąt 45 stopni zapewnia spójny sygnał resetu. Ta specjalistyczna geometria jest zazwyczaj możliwa do osiągnięcia tylko przy użyciu dedykowanych narzędzi zaprojektowanych dla powierzchni nieliniowych.
Modelowanie scenariusza: konkurencyjny gracz esportowy
Aby pokazać potencjalne korzyści, zamodelowaliśmy scenariusz intensywnego użytkowania oparty na powszechnych heurystykach branżowych.
Metoda i przykład obliczenia
Używamy deterministycznego wzoru $t = d / v$ do obliczenia czasu zaoszczędzonego podczas resetu.
- Założenie: Prędkość podnoszenia palca ($v$) = 100 mm/s.
- Uniwersalna odległość resetu ($d_1$): 0,5 mm (stała histereza mechaniczna).
- Niestandardowa odległość resetu ($d_2$): 0,1 mm (próg szybkiego wyzwalania).
- Obliczenie: $\Delta t = (0,5mm - 0,1mm) / 100mm/s = 0,004s$ (4 ms).
Uwzględniając zarówno cykle nacisku, jak i zwolnienia oraz eliminację filtrów drgań (często wymaganych dla chwiejnych uniwersalnych trzonków, aby zapobiec podwójnemu wpisywaniu), całkowita teoretyczna przewaga może osiągnąć około 9 ms.
| Parametr | Wartość | Uzasadnienie / Źródło |
|---|---|---|
| APM (Akcje na minutę) | 300 - 400 | Standardowe obciążenie konkurencyjne |
| Odległość resetu (RT) | 0.1mm | Umożliwiona przez niestandardowy trzonek/efekt Halla |
| Prędkość podnoszenia palca | 100 mm/s | Zaobserwowana średnia szybkość szybkiego stukania |
Obserwacja ergonomiczna (Indeks Przeciążenia Moore-Garg)
Korzystając z modelu Moore-Garg, obciążenie o wysokiej częstotliwości i czasie trwania może skutkować Indeksem Przeciążenia (SI) około 5,1.
- Wzór: $SI = Intensywność \times Czas trwania \times Częstotliwość \times Pozycja \times Prędkość$.
- Wpływ: Chociaż SI > 5 sugeruje wyższe ryzyko przeciążenia, trzonki specyficzne dla formy mogą pomóc utrzymać mnożnik "Intensywności" na najniższym poziomie (1,0), umożliwiając lżejszą aktywację i płynniejszy ruch.
Tribologia i wykończenie powierzchni: czynnik Ra
"Odczucie" przełącznika jest określane przez Średnią Chropowatość (Ra). Uniwersalne trzonki często mają nieregularne wykończenia, ponieważ formy są polerowane według ogólnego standardu.
Formy na zamówienie pozwalają inżynierom określić precyzyjną wartość Ra (zwykle ok. 0,8 µm).
- Jednolite przyleganie smaru: Kontrolowane Ra zapewnia, że fabrycznie nałożony smar pozostaje na miejscu, zamiast tworzyć "kropelki" na zbyt gładkich powierzchniach.
- Profil akustyczny: Filtracja spektralna sugeruje, że jednolite przyleganie pomaga utrzymać spójny dźwięk "thock" (<500 Hz), co może zmniejszać zmęczenie słuchu.
Więcej o uzyskaniu spójnego profilu znajdziesz w naszym przewodniku jak smarować przełączniki mechaniczne.
Zgodność i bezpieczeństwo: więcej niż mechanika
Precyzyjna inżynieria musi iść w parze z globalnymi normami bezpieczeństwa. W przypadku klawiatur tri-mode, przestrzeganie Podręcznika ONZ dotyczącego testów i kryteriów (Sekcja 38.3) zapewnia stabilność baterii pod obciążeniem. Ponadto producenci powinni stosować się do dyrektywy UE RoHS ograniczającej substancje niebezpieczne.
Wybierając sprzęt, weryfikacja Autoryzacji sprzętu FCC może dać pewność co do bezpieczeństwa bezprzewodowego i zakłóceń.
Precyzja jako warunek wstępny
Przejście na formowane trzpienie to inwestycja w precyzję, która odróżnia narzędzia klasy wydajnościowej od budżetowych peryferiów. Kontrolując kąty nachylenia i maksymalizując koncentryczność, producenci mogą zapewnić stabilność mierzalną za pomocą wskaźnika zegarowego i odczuwalną podczas wymagającej gry.
Zastrzeżenie: Ten artykuł ma charakter informacyjny i nie stanowi profesjonalnej porady inżynieryjnej, medycznej ani prawnej. Wzrost wydajności i ryzyko ergonomiczne zależą od indywidualnej techniki i warunków środowiskowych. Skonsultuj się z wykwalifikowanym specjalistą w sprawie urazów wynikających z powtarzalnego obciążenia (RSI).