De onzichtbare maatstaf: waarom productietoleranties jouw type-ervaring bepalen
Wanneer je een nieuw mechanisch toetsenbord uitpakt, registreert je gevoel meestal eerst de kwaliteit voordat je hersenen de specificaties verwerken. Het is de solide "klap" van de behuizing, het ontbreken van gerammel en de visuele symmetrie van de naden. Op basis van veelvoorkomende patronen die zijn waargenomen in klantenservice en feedback uit de community op platforms zoals Reddit r/MechanicalKeyboards, is een belangrijk onderscheid tussen een "budget" gevoel en een "premium" gevoel niet alleen het materiaal, maar ook de productietolerantie.
Korte samenvatting: kwaliteitsnormen
| Kenmerk | Doelbereik (heuristiek) | Tolerantielimiet (variatie) | Impact |
|---|---|---|---|
| Openingen in CNC-behuizing | 0.3mm – 0.5mm | ±0,1 mm | Akoestische consistentie |
| Openingen in plastic behuizing | 0.5mm – 0.8mm | ±0,2 mm | Visuele symmetrie |
| HE-sensor speling | <0,1 mm | 0,01 mm (Resolutie) | Triggerprecisie |
| Vlakheid van de behuizing | 0,0 mm (Vlak) | <0,2 mm wiebelen | Stabiliteit / "Rock" |
Tolerantie verwijst naar de toegestane variatie in een fysieke afmeting. Bij high-end randapparatuur vereist het consistent houden van openingen tussen behuizingscomponenten precisiegereedschap. Dit artikel dient als praktische gids voor het meten van deze toleranties, het begrijpen van de productiemechanismen en het evalueren van hoe deze micro-metrieken de prestaties en akoestiek kunnen beïnvloeden.
1. CNC-aluminium versus spuitgieten: een vergelijking van toleranties
De methode die wordt gebruikt om een toetsenbordbehuizing te maken bepaalt de basisprecisie. De meeste liefhebbers kiezen tussen CNC-bewerkt aluminium en spuitgegoten plastic, elk met een eigen "tolerantieprofiel" dat wordt bepaald door industriële normen zoals ISO 2768 (Algemene toleranties).
CNC-bewerking (De precisienorm)
Voor middenklasse en high-end borden wordt een consistente opening van 0,3 mm tot 0,5 mm rondom de omtrek van een top-mount aluminium behuizing vaak beschouwd als een maatstaf voor uitmuntendheid. Dit bereik is gebaseerd op standaard bewerkingsregels voor consumentenelektronica. Het consequent bereiken hiervan over meerdere batches vereist geavanceerde apparatuur, zoals de 5-assige verticale bewerkingscentra die worden gebruikt in precisiewerkplaatsen.
In veel gevallen overschrijden variaties 0.2mm Verschillen tussen verschillende zijden van hetzelfde bord kunnen wijzen op een afwijking van de kwaliteitscontrole voor premium producten. Dit wordt vaak veroorzaakt door ongelijke klemkracht tijdens CNC-bewerking of materiaalvervorming die kan optreden na anodiseren.
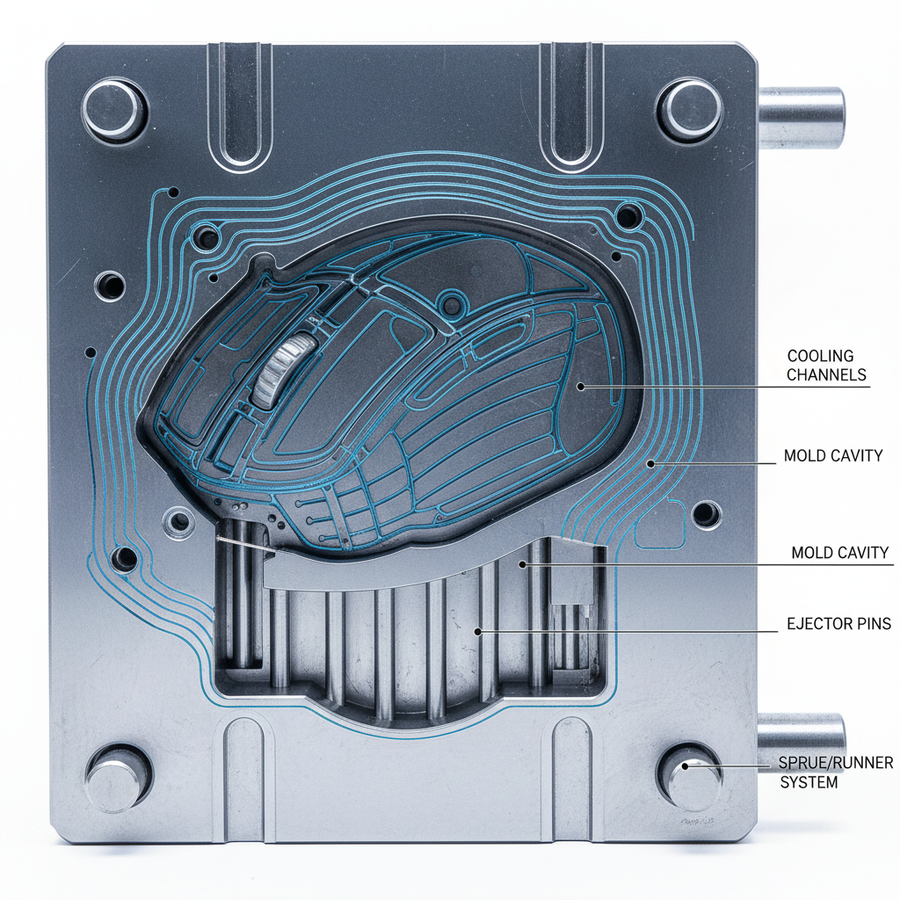
Spuitgieten (de volumemaat uitdaging)
Plastic behuizingen zijn afhankelijk van de levenscyclus van een mal. Volgens normen voor precisie spuitgieten is het technisch mogelijk om een tolerantie van ±0,05 mm te handhaven, maar dit vereist rigoureus thermisch beheer. Een veelvoorkomende observatie bij plastic toetsenborden is het verschijnen van sinkmarks nabij dikke ondersteuningsribben, die lokaal kieren kunnen vervormen — een uitdaging die doorgaans wordt aangepakt door het optimaliseren van poortlocaties en koeltijden.
| Productiemethode | Typisch kierbereik* | Tolerantiegrens (variantie)* | Primaire oorzaak van inconsistentie |
|---|---|---|---|
| CNC Aluminium | 0.3mm – 0.5mm | ±0,1 mm | Gereedschapsslijtage / vervorming door anodisatie |
| Spuitgieten | 0.5mm – 0.8mm | ±0,2 mm | Thermische krimp / slijtage van mal |
| *Opmerking: Deze waarden zijn praktische vuistregels afgeleid van productie-audits en zijn niet bedoeld als universele slaag-/faalcriteria. |

2. Precisie van gereedschap en beheer van de levenscyclus van mallen
De consistentie van een productlijn hangt vaak af van hoe een merk zijn gereedschap onderhoudt. Terwijl het Global Gaming Peripherals Industry Whitepaper (2026) opmerkt dat gereedschapsslijtage een belangrijke oorzaak is van "batchvariatie," is dit een goed gedocumenteerd fenomeen in alle precisieproductie.
In onze analyse van productieprocessen hebben we geconstateerd dat slijtage van mallen onevenredig invloed kan hebben op kritieke, kierbepalende kenmerken, zoals de onderzijde "rokken" van keycaps. Om consistentie te behouden over duizenden eenheden, voeren fabrikanten doorgaans geplande kalibraties uit van hun CNC-gereedschap, volgens protocollen vergelijkbaar met FEELER structurele stijfheidssimulaties. Als een kier aan één zijde merkbaar breder is, kan dit het gevolg zijn van een versleten gereedschapsbit of een mal die het einde van zijn precisielevenscyclus nadert.
3. Hoe toleranties te meten: de toolkit voor de liefhebber
Om een bord zoals het ATTACK SHARK X68MAX CNC aluminium toetsenbord te evalueren, heb je geen laboratorium-grade Coördinatenmeetmachine (CMM) nodig. Je kunt toegankelijke methoden gebruiken om precisie te verifiëren.
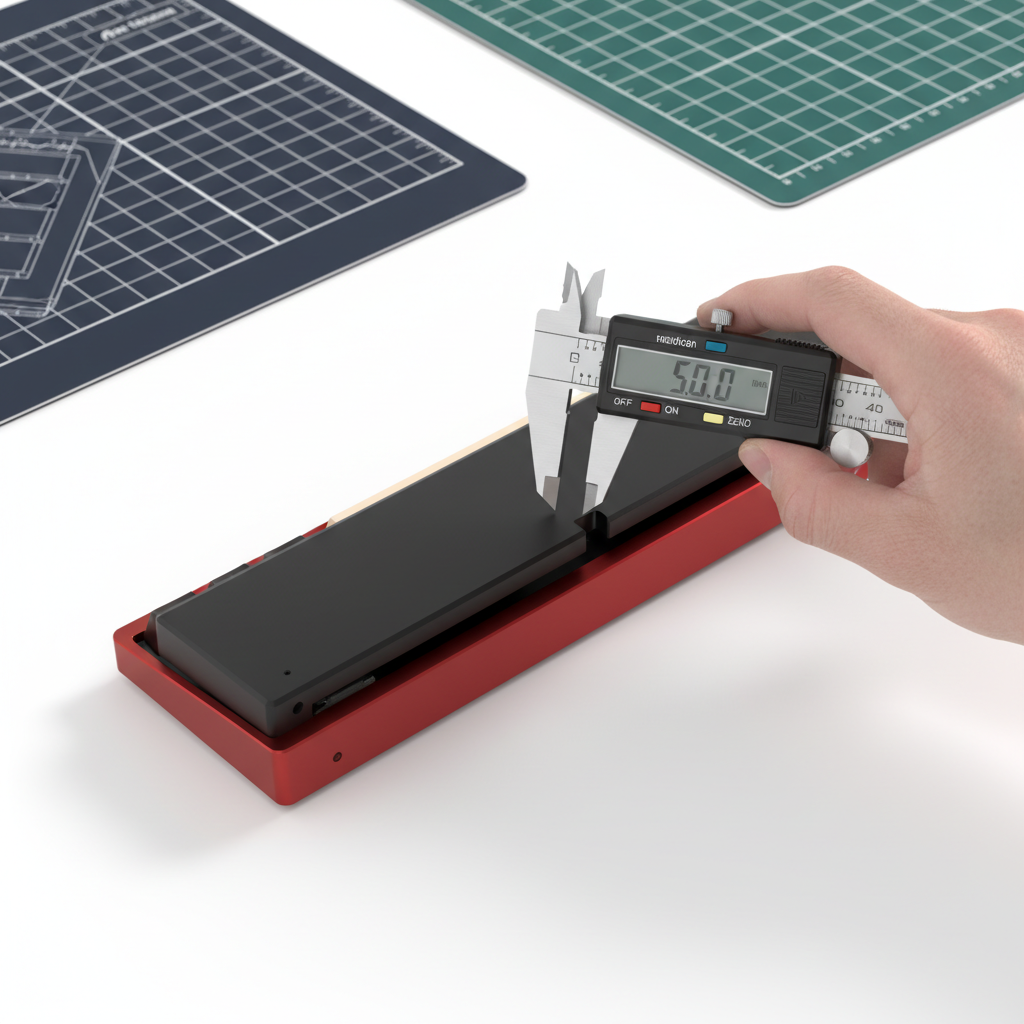
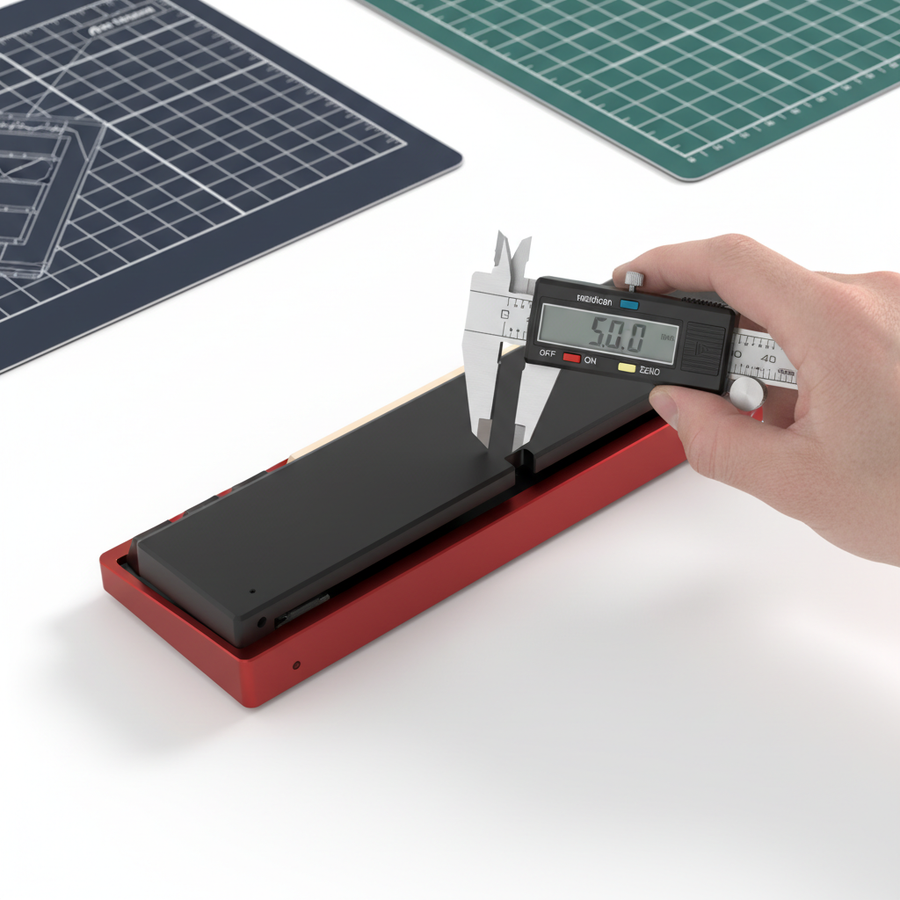
De methode met de maatlezer
Een set autogevoelige maatlezer is een betrouwbare manier om kieren te kwantificeren.
- Schuif de dunste maatlezer (bijv. 0,1 mm) in de naad tussen de boven- en onderkant van de behuizing.
- Verhoog geleidelijk de dikte totdat de maatlezer strak past maar de onderdelen niet uit elkaar drukt.
- Herhaal dit op vier punten: de twee voorste hoeken en de twee achterste hoeken.
"Rock Test" voor vervorming
Plaats het volledig geassembleerde bord op een bekende vlakke ondergrond—bij voorkeur een granieten aanrechtblad of een glazen plaat. Druk op tegenovergestelde hoeken (bijv. linksboven en rechtsonder). Als het bord "wiebelt" of kantelt, kan de behuizing vervormd zijn. Dit is vaak een teken van interne spanning in het materiaal of onjuiste afkoeling tijdens het spuitgietproces.
4. De prestatieverbinding: latentie en triggerprecisie
Productietoleranties zijn niet alleen esthetisch; ze kunnen prestatieparameters zoals "Rapid Trigger" en pollingstabiliteit beïnvloeden.
In high-performance gaming kan de precisie van magnetische toetsenbordactivering een theoretische resolutie bereiken van 0,01 mm in high-spec Hall Effect-modellen. Deze waarde vertegenwoordigt de capaciteit van de sensor, maar de effectiviteit ervan hangt af van de fysieke assemblage. Als de behuizing of plaat een losse tolerantie heeft, kan de resulterende "wobbel" jitter in de magnetische sensorlezingen veroorzaken.
Modellering van het Hall Effect-voordeel
Het volgende model illustreert het potentiële latentievoordeel voor een competitieve speler met een vingersnelheid van 120 mm/s bij het optillen. Door de reset-afstand te verkleinen—een prestatie die strakke productietoleranties vereist—kan het latentievoordeel aanzienlijk zijn.
| Metrisch | Standaard mechanisch | Hall Effect (Rapid Trigger) |
|---|---|---|
| Reset-afstand | 0,5 mm | 0,1 mm |
| Reset-tijd (bij 120 mm/s) | ~4,17 ms | ~0,83 ms |
| Totale modelvertraging | ~14 ms | ~6 ms |
Methode & aannames:
- Modeltype: Deterministisch kinematisch model (t = d/v).
- Parameters: Vingersnelheid bij optillen (120 mm/s), mechanische debounce (5 ms), sensorverwerking (0,5 ms).
- Beperking: Dit is een theoretisch model dat uitgaat van constante hef-snelheid; resultaten in de praktijk variëren afhankelijk van firmware en gebruikersvaardigheid.
Dit ~8 ms voordeel is het beste haalbaar als de plaat en PCB in een stijve, nauwkeurige assemblage worden gehouden. Als de plaat aanzienlijk beweegt onder belasting, kan het "Rapid Trigger"-voordeel fysiek worden ondermijnd.
5. Akoestische integriteit: waarom 0,1 mm het geluid verandert
Het geluidsprofiel van een bord—de "thock" versus de "clack"—is gevoelig voor kleine kieren. Een toename van 0,1 mm in de naad tussen de bovenkant van de behuizing en de plaat kan hoorbaar het "case ping" verhogen en de effectiviteit van akoestische demping verminderen.
Volgens de principes van materiaalfysica (zie ASTM C423 voor geluidsabsorptie) werken componenten zoals Poron-schuim als frequentiedempers. Deze materialen vereisen echter een specifieke mate van compressie om naar behoren te functioneren. Als de toleranties van de behuizing te ruim zijn, kan het schuim niet gelijkmatig samengedrukt worden, wat mogelijk luchtgaten achterlaat waardoor hoogfrequente "klak" kan ontsnappen.
Referentie akoestische filtering
- PC-plaat: Werkt vaak als een laagdoorlaatfilter, waardoor het geluid dieper wordt.
- Behuizingsopeningen: Kunnen fungeren als hoogdoorlaatlekken, die scherpe, blikkerige resonanties veroorzaken.
- Consistente Naden: Helpen ervoor te zorgen dat ATTACK SHARK 149 Keys PBT Keycaps het bedoelde gedempte aanslaggeluid produceren in plaats van een holle echo.
6. 8000Hz (8K) polling en systeemstabiliteit
Naarmate gaming-peripherals naar 8000Hz (8K) pollingfrequenties gaan, wordt fabricageprecisie belangrijker. Bij 8000Hz is het pollinginterval slechts 0.125ms.
Om deze prestaties te behouden, moet hardware relatief vrij zijn van elektrische en mechanische ruis. We hebben geconstateerd dat loszittende USB-C-poorten soms kunnen bijdragen aan verbindingsinstabiliteit. Voor 8K-apparaten raden we het gebruik van Directe Moederbordpoorten (achterste I/O) aan om de gedeelde bandbreedteproblemen die vaak voorkomen bij USB-hubs te vermijden.
7. Ergonomie en de "eindpassvorm"
Toleranties gelden ook voor de accessoires die uw setup compleet maken. Een ergonomisch accessoire zoals de ATTACK SHARK Aluminium Alloy Wrist Rest moet nauw aansluiten bij de hoogte van uw toetsenbord.
Als een polssteun aanzienlijk hoger of lager is dan de voorrand van het toetsenbord door fabricagevariatie, kan dit een "plank"-effect creëren dat de belasting kan verhogen. Bij het kiezen van een ATTACK SHARK ACRYLIC WRIST REST, zorg ervoor dat u de maat kiest die past bij de lay-out van uw toetsenbord voor een naadloze overgang.

Checklist voor het beoordelen van bouwkwaliteit
Bij het controleren van een nieuw toetsenbord, overweeg deze objectieve controlepunten:
- Visuele uitlijning: Zijn de openingen tussen de boven- en onderkant van de behuizing gelijkmatig aan alle vier zijden?
- De 0,2mm-heuristiek: Varieert de opening ergens meer dan 0,2mm? (Gemeten met een voelermaat).
- De Rocktest: Wiebelt het toetsenbord wanneer het op een vlakke granieten of glazen ondergrond wordt geplaatst?
- Nadencompressie: Is er hoorbaar gekraak of "meegeven" wanneer u de behuizing samen drukt?
- Poortstabiliteit: Zit de USB-C-kabel stevig zonder overmatige horizontale speling?
Door op deze meetwaarden te focussen, kunt u voorbij marketingclaims kijken en hardware beoordelen op basis van de technische realiteit van de constructie. Hoogwaardige precisiegereedschappen zijn de stille partner in een premium type-ervaring.
Disclaimer: Dit artikel is alleen bedoeld voor informatieve doeleinden. Het meten van toleranties of het uitvoeren van "rocktests" moet voorzichtig gebeuren om krassen op oppervlakken te voorkomen. Als u een fabricagefout vermoedt, raadpleeg dan het garantiebeleid van de fabrikant.
Referenties: