Niewidoczna miara: dlaczego tolerancje produkcyjne definiują twoje doświadczenie pisania
Gdy rozpakowujesz nową klawiaturę mechaniczną, twoje palce zwykle rejestrują jakość zanim twój mózg przetworzy specyfikację. To solidne „stuknięcie” obudowy, brak luzów i wizualna symetria szwów. Na podstawie powszechnych wzorców obserwowanych w obsłudze klienta i opiniach społeczności na platformach takich jak Reddit r/MechanicalKeyboards, kluczową różnicą między „budżetowym” a „premium” odczuciem nie jest tylko materiał — to tolerancja produkcyjna.
Szybkie podsumowanie: Wzorce jakości
| Cecha | Zakres docelowy (heurystyka) | Limit tolerancji (wariancja) | Wpływ |
|---|---|---|---|
| Szczeliny w obudowie CNC | 0.3mm – 0.5mm | ±0,1 mm | Spójność akustyczna |
| Szczeliny w plastikowej obudowie | 0.5mm – 0.8mm | ±0,2 mm | Symetria wizualna |
| Luz czujnika HE | <0,1 mm | 0,01 mm (Rozdzielczość) | Precyzja spustu |
| Płaskość obudowy | 0,0 mm (Płasko) | <0,2 mm chybotanie | Stabilność / „Chwyt” |
Tolerancja odnosi się do dopuszczalnego limitu odchylenia wymiaru fizycznego. W wysokiej klasy peryferiach utrzymanie stałych szczelin między elementami obudowy wymaga narzędzi o wysokiej precyzji. Ten artykuł służy jako praktyczny przewodnik po pomiarze tych tolerancji, zrozumieniu mechanizmów produkcji oraz ocenie, jak te mikrometryczne różnice mogą wpływać na wydajność i akustykę.
1. Aluminium CNC kontra formowanie wtryskowe: porównanie tolerancji
Metoda używana do tworzenia obudowy klawiatury determinuje jej podstawową precyzję. Większość entuzjastów wybiera między aluminiową obudową obrabianą CNC a formowaniem wtryskowym z plastiku, z których każda ma odrębny „profil tolerancji” regulowany przez normy przemysłowe, takie jak ISO 2768 (Tolerancje ogólne).
Obróbka CNC (Standard precyzji)
Dla klawiatur ze średniej i wyższej półki, stała szczelina o szerokości 0,3 mm do 0,5 mm wokół obwodu aluminiowej obudowy montowanej od góry jest często uważana za wzorzec doskonałości. Zakres ten opiera się na standardowych heurystykach obróbki dla elektroniki konsumenckiej. Uzyskanie takiej precyzji konsekwentnie w partiach wymaga zaawansowanego sprzętu, takiego jak 5-osiowe pionowe centra obróbcze stosowane w warsztatach wysokiej precyzji.
W wielu przypadkach, odchylenia przekraczające 0.2mm różnice między różnymi stronami tej samej płyty mogą sugerować odchylenie od celów kontroli jakości premium. Często jest to spowodowane nierównomierną siłą zacisku podczas obróbki CNC lub odkształceniami materiału, które mogą wystąpić po anodowaniu.
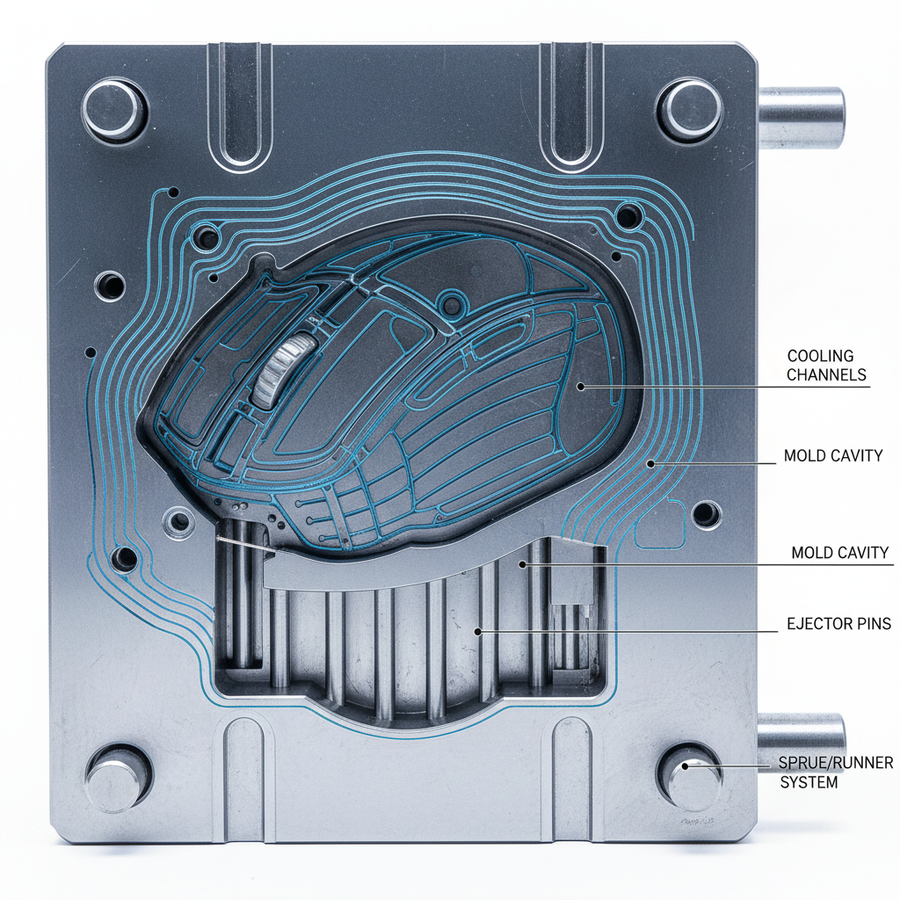
Formowanie wtryskowe (wyzwanie objętościowe)
Obudowy plastikowe opierają się na cyklu życia formy. Zgodnie ze standardami precyzyjnego formowania wtryskowego, utrzymanie tolerancji ±0,05 mm jest technicznie możliwe, ale wymaga rygorystycznego zarządzania termicznego. Częstym zjawiskiem w plastikowych płytach jest pojawianie się wgłębień w pobliżu grubych żeber wzmacniających, które mogą lokalnie zniekształcać szczeliny — wyzwanie to zwykle rozwiązuje się przez optymalizację lokalizacji wlewów i czasów chłodzenia.
| Metoda produkcji | Typowy zakres szczelin* | Limit tolerancji (wariancja)* | Główna przyczyna niespójności |
|---|---|---|---|
| Aluminium CNC | 0.3mm – 0.5mm | ±0,1 mm | Zużycie narzędzi / Odkształcenia anodowania |
| Formowanie wtryskowe | 0.5mm – 0.8mm | ±0,2 mm | Skurcz termiczny / Zużycie formy |
| *Uwaga: Te wartości to praktyczne heurystyki oparte na audytach produkcyjnych i nie są przeznaczone jako uniwersalne kryteria zaliczenia/niezaliczenia. |

2. Precyzja narzędzi i zarządzanie cyklem życia formy
Spójność linii produktów często zależy od tego, jak marka dba o swoje narzędzia. Chociaż Global Gaming Peripherals Industry Whitepaper (2026) zauważa, że zużycie narzędzi jest istotnym czynnikiem "wariancji partii", jest to dobrze udokumentowane zjawisko we wszystkich precyzyjnych procesach produkcyjnych.
W naszej analizie procesów produkcyjnych zaobserwowaliśmy, że zużycie formy może nieproporcjonalnie wpływać na krytyczne cechy definiujące szczeliny, takie jak "spód spódniczek" klawiszy. Aby utrzymać spójność w tysiącach jednostek, producenci zazwyczaj przeprowadzają zaplanowaną kalibrację narzędzi CNC, stosując protokoły podobne do symulacji sztywności strukturalnej FEELER. Jeśli szczelina jest zauważalnie szersza po jednej stronie, może to być wynikiem zużycia ostrza narzędzia lub formy zbliżającej się do końca swojego precyzyjnego cyklu życia.
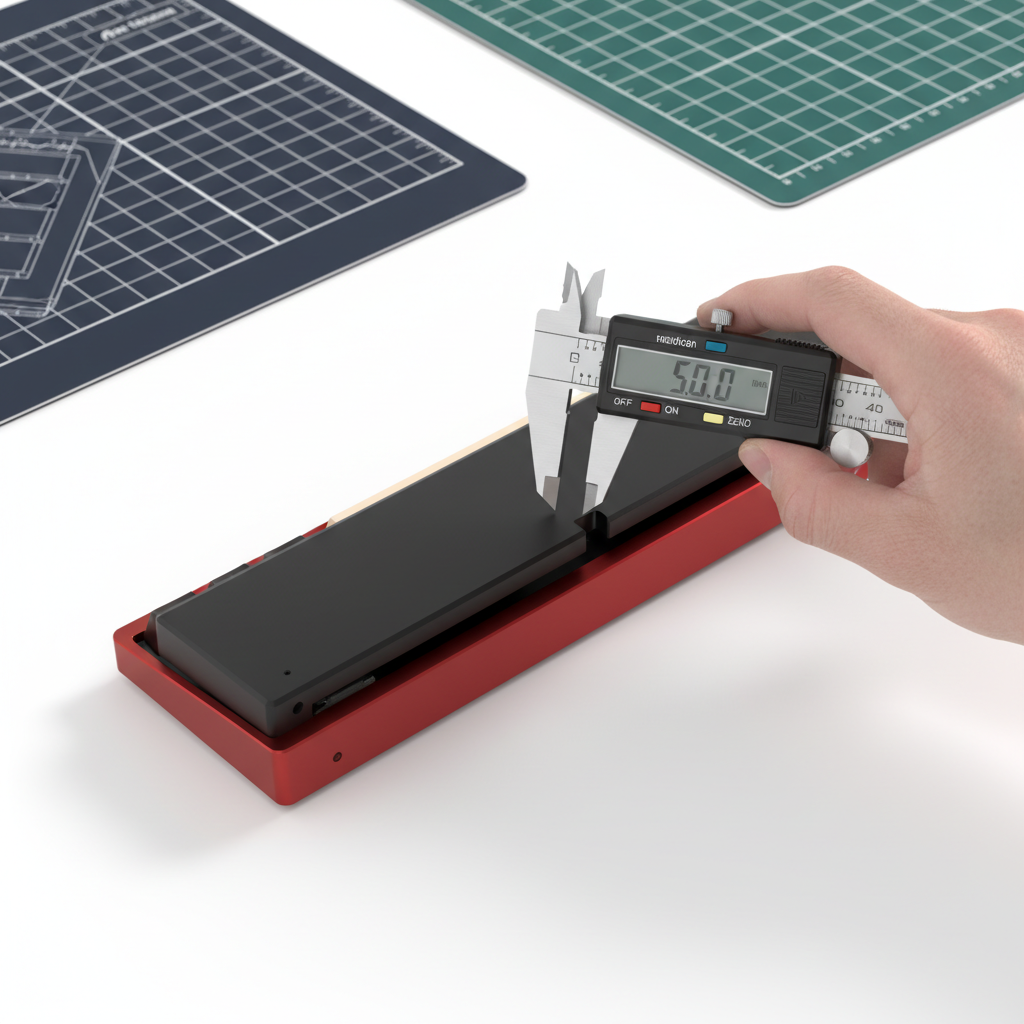
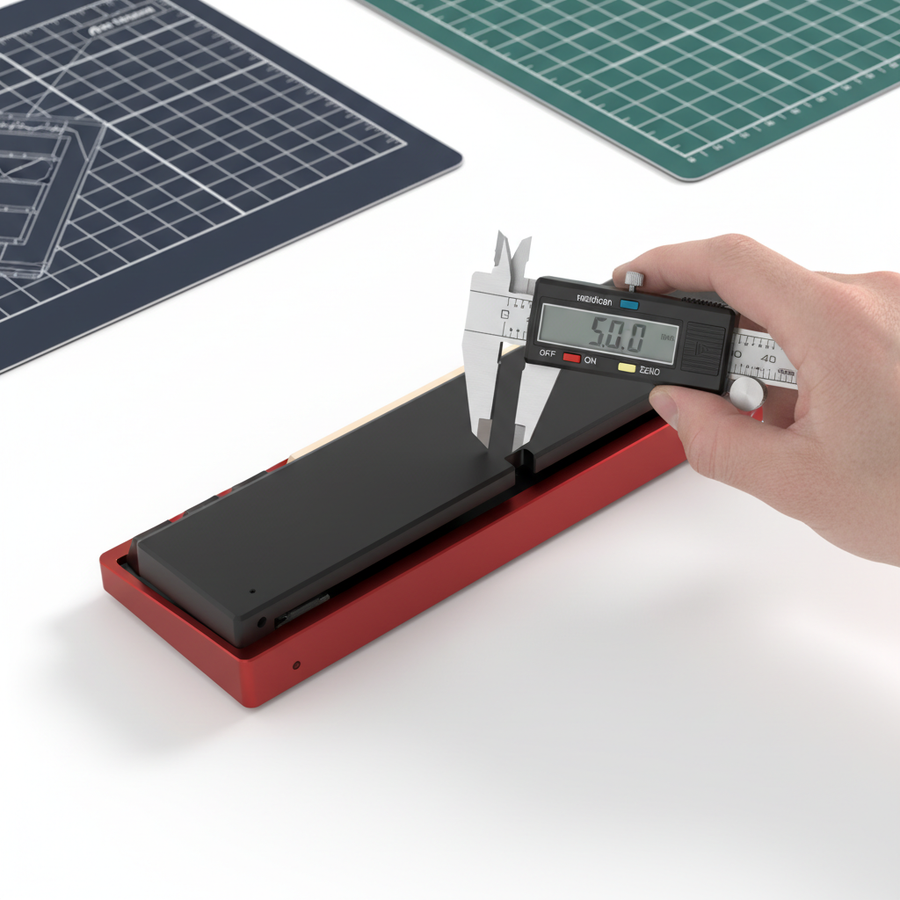
3. Jak mierzyć tolerancje: zestaw narzędzi entuzjasty
Aby ocenić płytę taką jak ATTACK SHARK X68MAX CNC aluminiowa klawiatura, nie potrzebujesz laboratoryjnej maszyny współrzędnościowej (CMM). Możesz użyć dostępnych metod, aby zweryfikować precyzję.
Metoda szczelinomierza
Zestaw szczelinomierzy samochodowych to niezawodny sposób na zmierzenie szczelin.
- Wsuń najcieńszą miarkę (np. 0,1 mm) w szczelinę między górną a dolną częścią obudowy.
- Stopniowo zwiększaj grubość, aż miarka będzie pasować ciasno, ale nie będzie rozsuwać części.
- Powtórz to w czterech punktach: dwóch przednich rogach i dwóch tylnych rogach.
Test „Kołysania” na wygięcie
Umieść w pełni zmontowaną płytę na znanej, płaskiej powierzchni — najlepiej granitowym blacie lub szklanej tafli. Naciśnij na przeciwległe rogi (np. lewy górny i prawy dolny). Jeśli płyta „kołysze się” lub chybocze, obudowa może być wygięta. Często jest to oznaka wewnętrznych naprężeń materiału lub niewłaściwego chłodzenia podczas procesu formowania.
4. Związek wydajności: opóźnienie i precyzja wyzwalania
Tolerancje produkcyjne to nie tylko kwestia estetyki; mogą wpływać na parametry wydajności, takie jak „Szybki Trigger” i stabilność odpytywania.
W grach wysokiej wydajności precyzja wyzwalania magnetycznej klawiatury może osiągnąć teoretyczną rozdzielczość 0,01 mm w modelach efektu Halla o wysokich parametrach. Ta wartość reprezentuje zdolność czujnika, ale jego skuteczność zależy od fizycznego montażu. Jeśli obudowa lub płyta mają luźne tolerancje, powstałe „chwianie” może wprowadzać drgania do odczytów czujnika magnetycznego.
Modelowanie przewagi efektu Halla
Poniższy model ilustruje potencjalną przewagę opóźnienia dla konkurencyjnego gracza z prędkością podnoszenia palca 120 mm/s. Poprzez zmniejszenie odległości resetu — co wymaga ścisłych tolerancji produkcyjnych — przewaga w opóźnieniu może być znacząca.
| Metryczny | Standardowy mechaniczny | Efekt Halla (Szybki Trigger) |
|---|---|---|
| Odległość resetu | 0,5 mm | 0,1 mm |
| Czas resetu (przy 120 mm/s) | ~4,17 ms | ~0,83 ms |
| Całkowite opóźnienie modelu | ~14 ms | ~6 ms |
Metoda & Założenia:
- Typ modelu: Deterministyczny model kinematyczny (t = d/v).
- Parametry: Prędkość podnoszenia palca (120 mm/s), mechaniczne odsprzęganie (5 ms), przetwarzanie czujnika (0,5 ms).
- Granica: To model teoretyczny zakładający stałą prędkość podnoszenia; wyniki w rzeczywistości różnią się w zależności od oprogramowania i techniki użytkownika.
Ta ~8 ms przewaga jest najbardziej osiągalna, jeśli płyta i PCB są zamocowane w sztywnej, precyzyjnej konstrukcji. Jeśli płyta przesuwa się znacząco pod obciążeniem, korzyść „Szybkiego Wyzwalania” może zostać fizycznie osłabiona.
5. Integralność akustyczna: dlaczego zmiana o 0,1 mm zmienia dźwięk
Profil dźwiękowy klawiatury — „thock” kontra „clack” — jest wrażliwy na drobne szczeliny. Wzrost szczeliny o 0,1 mm między górną częścią obudowy a płytą może słyszalnie zwiększyć „ping” obudowy i zmniejszyć skuteczność tłumienia akustycznego.
Zgodnie z zasadami fizyki materiałów (patrz ASTM C423 dotyczące pochłaniania dźwięku), elementy takie jak pianka Poron działają jako tłumiki częstotliwości. Jednak te materiały wymagają określonego stopnia kompresji, aby działać zgodnie z przeznaczeniem. Jeśli tolerancje obudowy są zbyt luźne, pianka może nie być równomiernie ściśnięta, co może pozostawić szczeliny powietrzne pozwalające na ucieczkę wysokoczęstotliwościowego „kliku”.
Referencja Filtracji Akustycznej
- Płyta PC: Często działa jak filtr dolnoprzepustowy, pogłębiając dźwięk.
- Szczeliny w Obudowie: Mogą działać jak przecieki górnoprzepustowe, wprowadzając ostre, metaliczne rezonanse.
- Spójne Szwy: Pomagają zapewnić, że ATTACK SHARK 149 Keys PBT Keycaps generują zamierzony stłumiony dźwięk uderzenia, a nie pusty pogłos.
6. Odpytywanie 8000Hz (8K) i stabilność systemu
W miarę jak peryferia do gier zmierzają w kierunku częstotliwości odpytywania 8000Hz (8K), precyzja produkcji staje się coraz ważniejsza. Przy 8000Hz odstęp między odpytywaniem wynosi zaledwie 0.125ms.
Aby utrzymać tę wydajność, sprzęt musi być stosunkowo wolny od zakłóceń elektrycznych i mechanicznych. Zaobserwowaliśmy, że luźno dopasowane porty USB-C mogą czasami przyczyniać się do niestabilności połączenia. Dla urządzeń 8K zalecamy korzystanie z Bezpośrednich Portów Płyty Głównej (tylny I/O), aby uniknąć problemów z dzieloną przepustowością, które są powszechne w hubach USB.
7. Ergonomia i „Ostateczne Dopasowanie”
Tolerancje dotyczą również akcesoriów uzupełniających twoje stanowisko. Ergonomiczne akcesorium, takie jak ATTACK SHARK Aluminum Alloy Wrist Rest, powinno być ściśle dopasowane do wysokości twojej klawiatury.
Jeśli podpórka pod nadgarstek jest znacznie wyższa lub niższa niż przednia krawędź klawiatury z powodu różnic produkcyjnych, może to stworzyć efekt „półki”, który zwiększa napięcie. Wybierając ATTACK SHARK ACRYLIC WRIST REST, upewnij się, że wybierasz rozmiar dopasowany do układu swojej klawiatury, aby zapewnić płynne przejście.

Lista kontrolna oceny jakości wykonania
Podczas audytu nowej klawiatury rozważ te obiektywne punkty kontrolne:
- Wizualne wyrównanie: Czy szczeliny między górną a dolną częścią obudowy są jednolite na wszystkich czterech bokach?
- Heurystyka 0,2 mm: Czy szczelina zmienia się o więcej niż 0,2 mm w dowolnym miejscu? (Mierzone szczelinomierzem).
- Test na skałę: Czy klawiatura chybocze się, gdy jest położona na płaskiej powierzchni z granitu lub szkła?
- Ściskanie szwu: Czy po złączeniu obudowy słychać skrzypienie lub „ustępowanie”?
- Stabilność portu: Czy kabel USB-C siedzi ciasno, bez nadmiernego luzu poziomego?
Skupiając się na tych wskaźnikach, możesz wyjść poza marketingowe obietnice i ocenić sprzęt na podstawie technicznej rzeczywistości jego konstrukcji. Narzędzia wysokiej precyzji są cichym partnerem w premium doświadczeniu pisania.
Zastrzeżenie: Ten artykuł ma charakter wyłącznie informacyjny. Pomiar tolerancji lub wykonywanie „testów na skałę” powinno odbywać się ostrożnie, aby uniknąć zarysowań powierzchni. Jeśli podejrzewasz wadę produkcyjną, skonsultuj się z polityką gwarancyjną producenta.
Bibliografia: